一种轨道客车轴箱加工定位夹具的制作方法
本技术涉及定位夹具,更具体的说是涉及一种轨道客车轴箱加工定位夹具。
背景技术:
1、轨道客车转向架的作用是支撑轨道客车车体,减小轨道列车车体振动,提高轨道列车运行平稳性。轨道客车轴箱作为轨道客车转向架的重要组成部分,其主要作用是将轮对与侧架或构架连接在一起,使轮对沿钢轨的滚动转化为车体的平动,承受车体重量并传递作用力。
2、在轨道客车轴箱加工过程中需要将轨道客车轴箱定位在数控机床操作平台。传统的轨道客车轴箱定位方式是:首先通过人工划线对轨道客车轴箱确定基准线并校正,然后使用多个的垫铁将轨道客车轴箱支撑在数控机床操作台,最后紧固数控机床操作台上的螺栓,将与螺栓连接的压板将轨道客车轴箱装夹固定。传统的轨道客车轴箱定位操作复杂,费时费力,加工效率低;且通过紧固螺栓使压板装夹轨道客车轴箱的装夹结构不牢固,导致轨道客车轴箱加工不精准,产品合格率低。
3、因此,研究出一种操作简单,定位准确且加工效率高的轨道客车轴箱加工定位夹具是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本实用新型提供了一种操作简单,定位准确且加工效率高的轨道客车轴箱加工定位夹具。
2、为了实现上述目的,本实用新型采用如下技术方案:
3、一种轨道客车轴箱加工定位夹具,包括:
4、底板,
5、三爪卡盘,所述三爪卡盘设置于所述底板的顶部;所述三爪卡盘的中心连接有第一压杆,所述第一压杆的顶部设置有第一压板;所述三爪卡盘置于轴箱的底部,且延伸入轴箱中心的第一安装孔内;所述第一压板压紧所述轴箱的顶部;
6、角向定位块,所述角向定位块设置于所述底板的顶部;所述角向定位块设置于所述轴箱的底部,且置于所述轴箱端部的第二安装孔内;
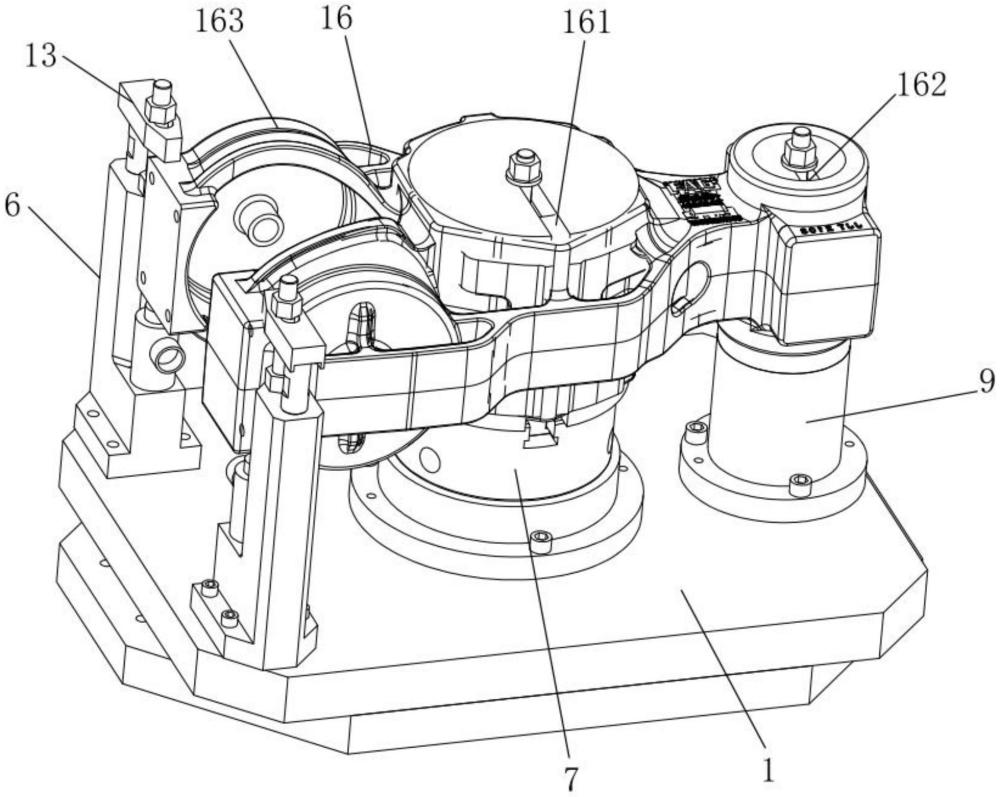
7、支柱,所述支柱设置于所述底板的顶部,所述轴箱的转臂置于所述支柱的顶部。
8、采用上述技术方案的有益效果是,本实用新型中三爪卡盘可以确定中心位置,角向定位块可以防止轴箱转向,可以限定x、y方向的位移,第一压板和支柱可以限定z方向的位移,进而实现对轴箱的准确定位,方便对其进行加工。
9、优选的,所述三爪卡盘的底部设置有第一圆柱支座,所述第一圆柱支座固定于所述底板的顶部。第一圆柱支座可以提高三爪卡盘的高度,使其与轴箱相适应。
10、优选的,所述角向定位块的底部设置有第二圆柱支座,所述第二圆柱支座固定于所述底板的顶部。第二圆柱支座可以固定角向定位块,同时可以提高角向定位块的高度,使其与轴箱相适应。
11、优选的,所述角向定位块的顶部连接有第二压杆,所述第二压杆的底部穿过所述角向定位块与所述第二圆柱支座连接,所述第二压杆的顶部设置有第二压板,所述第二压板压紧所述轴箱的顶部。第二压板将轴箱顶部第二安装孔的位置进行压紧,可以对轴箱进行准确定位夹紧。
12、优选的,所述第一压杆和第二压杆的顶部均设置有锁紧螺母,所述锁紧螺母设置于所述第一压板或第二压板的顶部。锁紧螺母可以对第一压板、第二压板进行限位,使其压紧于轴箱的顶部。
13、优选的,所述支柱的侧面设置有台阶,所述台阶上设置有弹性辅支,所述弹性辅支的顶部抵接于所述轴箱转臂的底部。弹性辅支可以保证工件不振刀,不影响工件表面的粗糙度,可以提高轴箱加工的精准度。
14、优选的,所述支柱的顶部设置有第三压板,所述第三压板压紧于所述轴箱转臂的顶部。第三压板限定轴箱z方向的位移,使得轴箱定位的更加准确。
15、优选的,所述第三压板的表面开设有腰型孔,所述支柱的顶部固定有第一支撑杆和第二支撑杆,所述第一支撑杆的顶部穿过所述腰型孔与所述第三压板连接,所述第二支撑杆的顶部与所述第三压板的底部相抵接,且第二支撑杆位于所述第三压板远离所述轴箱的一端。腰型孔的设置方便对第三压板的位置进行调整,使其对轴箱压紧的效果更佳。
16、优选的,所述第三压板底部与所述第二支撑杆接触的一端开设有滑槽,所述第二支撑杆的顶部置于所述滑槽内。滑槽的设置方便对第三压板的准确移动。
17、经由上述的技术方案可知,与现有技术相比,本实用新型公开提供了一种轨道客车轴箱加工定位夹具,其有益效果为:
18、(1)本实用新型中对轴箱x、y、z方向上进行限位,可以对轴箱进行准确定位夹紧;
19、(2)对轴箱的定位夹紧操作简单,且省时省力,可以提高效率,提高加工的精准度。
技术特征:
1.一种轨道客车轴箱加工定位夹具,其特征在于,包括:
2.根据权利要求1所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述三爪卡盘(2)的底部设置有第一圆柱支座(7),所述第一圆柱支座(7)固定于所述底板(1)的顶部。
3.根据权利要求1所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述角向定位块(5)的底部设置有第二圆柱支座(9),所述第二圆柱支座(9)固定于所述底板(1)的顶部。
4.根据权利要求3所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述角向定位块(5)的顶部连接有第二压杆(8),所述第二压杆(8)的底部穿过所述角向定位块(5)与所述第二圆柱支座(9)连接,所述第二压杆(8)的顶部设置有第二压板(10),所述第二压板(10)压紧所述轴箱(16)的顶部。
5.根据权利要求4所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述第一压杆(3)和第二压杆(8)的顶部均设置有锁紧螺母(11),所述锁紧螺母(11)设置于所述第一压板(4)或第二压板(10)的顶部。
6.根据权利要求1所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述支柱(6)的侧面设置有台阶(61),所述台阶(61)上设置有弹性辅支(12),所述弹性辅支(12)的顶部抵接于所述轴箱(16)转臂(163)的底部。
7.根据权利要求6所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述支柱(6)的顶部设置有第三压板(13),所述第三压板(13)压紧于所述轴箱(16)转臂(163)的顶部。
8.根据权利要求7所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述第三压板(13)的表面开设有腰型孔(131),所述支柱(6)的顶部固定有第一支撑杆(14)和第二支撑杆(15),所述第一支撑杆(14)的顶部穿过所述腰型孔(131)与所述第三压板(13)连接,所述第二支撑杆(15)的顶部与所述第三压板(13)的底部相抵接,且第二支撑杆(15)位于所述第三压板(13)远离所述轴箱(16)的一端。
9.根据权利要求8所述的一种轨道客车轴箱加工定位夹具,其特征在于,所述第三压板(13)底部与所述第二支撑杆(15)接触的一端开设有滑槽(132),所述第二支撑杆(15)的顶部置于所述滑槽(132)内。
技术总结
本技术公开了一种轨道客车轴箱加工定位夹具,包括:底板、三爪卡盘、角向定位块以及支柱;三爪卡盘设置于底板的顶部;三爪卡盘的中心连接有第一压杆,第一压杆的顶部设置有第一压板;三爪卡盘置于轴箱的底部,且延伸入轴箱中心的第一安装孔内;第一压板压紧轴箱的顶部;角向定位块设置于底板的顶部;角向定位块设置于轴箱的底部,且置于轴箱端部的第二安装孔内;支柱设置于底板的顶部,轴箱的转臂置于支柱的顶部。本技术中的定位夹具可以实现对轴箱的准确定位,且操作方便,可以提高加工效率。
技术研发人员:赵野
受保护的技术使用者:锦州捷通铁路机械股份有限公司
技术研发日:20231207
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!