一种钣金壳体侧端处连接孔加工装置的制作方法
本发明涉及一种钣金壳体侧端处的连接孔加工装置,特别是一种能够准确、高效地加工钣金壳体侧端连接孔的装置。
背景技术:
1、钣金通常是针对金属薄板进行加工的加工工艺,包括有剪切、冲压、折弯、铆接、拼接、成型等。而通过钣金制作加工的板体可用作设备的壳体、汽车车身等,其在工业生产领域中被广泛应用。
2、目前在通过钣金工艺将平面板体制作成设备壳体时,因不同方位之间的壳体通常需要进行装配连接,以形成立体的壳体结构。而制作的单侧面壳体通常是在板体的两端设置有相接端边(如说明书附图1-2所示),其是将板体的侧边处经过两次折弯成型,而该相接端边则用于和其他方位的壳体进行装配连接,因此,在该成型的相接端边上还开设有螺纹孔,以便于和相接的壳体进行连接紧固。
3、通常在为对壳体内的设备进行安全保护的作用下,尽可能的降低壳体的厚度,进而可降低设备整体的重量,并进行壳体材料的成本节省。而因制作壳体的板材厚度较小(约2mm),其相接端边处不能有效承受与相邻壳体的连接强度,在当壳体收到外力作用时,该连接处极易发生变形,影响壳体对其内设备的保护作用。
技术实现思路
1、针对上述存在的问题,本申请旨在提供一种钣金壳体侧端处连接孔加工装置,其通过焊接连接板可加强壳体与相邻壳体的连接强度,并通过加工装置可对连接板在焊接时进行定位装夹,解决需要人工扶持及偏移而造成焊接质量不足的影响。
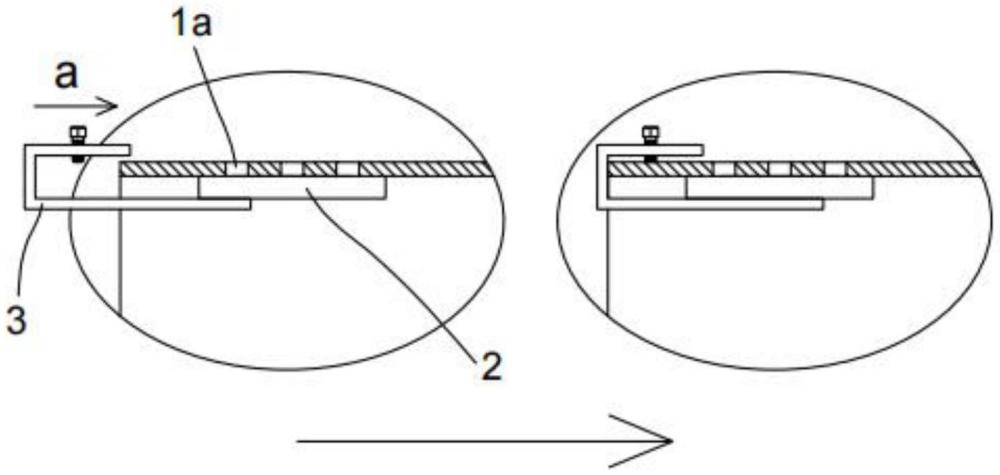
2、为了实现上述目的,本申请所采用的技术方案如下:一种钣金壳体侧端处连接孔加工装置,所述壳体包括板面,及板面侧端垂直加工成型的l型侧端边,其特征在于:在所述l型侧端边上开设有焊接连接孔,所述加工装置包括在l型侧端边内侧将该焊接连接孔覆盖的连接板,以及将该连接板与所述焊接连接孔定位的夹持定位机构。
3、优选的,所述夹持定位机构包括可同步套设在所述l型侧端边及连接板上的u型装夹板,在该u型装夹板一侧穿设有可顶紧在l型侧端边外表面上的顶紧螺栓。
4、优选的,在所述u型装夹板与连接板相贴的表面上开设有定位嵌入连接板,且将连接板与所述焊接连接孔定位的凹槽。
5、优选的,所述u型装夹板嵌入至l型侧端边内的板体两侧设置为与板面和l型侧端边内壁接触的斜面结构。
6、本申请的有益效果是:通过在l型侧端边内侧焊接连接板,可加强壳体与相邻壳体的连接强度,克服壳体受外力时该相接侧端易形变的问题。而通过加工装置可对连接板在焊接时进行定位装夹,解决需要人工扶持及偏移而造成焊接质量不足的影响。
技术特征:
1.一种钣金壳体侧端处连接孔加工装置,所述壳体(1)包括板面(11),及板面(11)侧端垂直加工成型的l型侧端边(12),其特征在于:在所述l型侧端边(12)上开设有焊接连接孔(1a),所述加工装置包括在l型侧端边(12)内侧将该焊接连接孔(1a)覆盖的连接板(2),以及将该连接板(2)与所述焊接连接孔(1a)定位的夹持定位机构。
2.根据权利要求1所述的连接孔加工装置,其特征在于:所述夹持定位机构包括可同步套设在所述l型侧端边(12)及连接板(2)上的u型装夹板(3),在该u型装夹板(3)一侧穿设有可顶紧在l型侧端边(12)外表面上的顶紧螺栓(4)。
3.根据权利要求2所述的连接孔加工装置,其特征在于:在所述u型装夹板(3)与连接板(2)相贴的表面上开设有定位嵌入连接板(2),且将连接板(2)与所述焊接连接孔(1a)定位的凹槽(3a)。
4.根据权利要求3所述的连接孔加工装置,其特征在于:所述u型装夹板(3)嵌入至l型侧端边(12)内的板体两侧设置为与板面(11)和l型侧端边(12)内壁接触的斜面结构。
技术总结
本申请公开了一种钣金壳体侧端处连接孔加工装置,壳体包括板面,及板面侧端垂直加工成型的L型侧端边。在L型侧端边上开设有焊接连接孔,加工装置包括在L型侧端边内侧将该焊接连接孔覆盖的连接板,以及将该连接板与焊接连接孔定位的夹持定位机构。夹持定位机构包括可同步套设在L型侧端边及连接板上的U型装夹板,在该U型装夹板一侧穿设有可顶紧在L型侧端边外表面上的顶紧螺栓。通过在L型侧端边内侧焊接连接板,可加强壳体与相邻壳体的连接强度,克服壳体受外力时该相接侧端易形变的问题。而通过加工装置可对连接板在焊接时进行定位装夹,解决需要人工扶持及偏移而造成焊接质量不足的影响。
技术研发人员:张力
受保护的技术使用者:宝鸡市忠诚精密钣金有限公司
技术研发日:20231208
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!