铝合金产品工装夹具的制作方法
本技术涉及夹具领域,尤其涉及铝合金产品工装夹具。
背景技术:
1、目前铝合金的产品种类繁多,如框架类的产品就有窗框、门框等。对于框架类的铝合金产品,在组装时往往需要夹具进行定位,保证框架的平行度和垂直度,但是目前夹具只能针对单一尺寸的框架进行定位,在产品尺寸多样化的时候,需要一一定制夹具,导致成本增加,效率低下。
技术实现思路
1、为解决上述问题,本技术方案提供铝合金产品工装夹具。
2、为实现上述目的,本技术方案如下:
3、铝合金产品工装夹具,包括四个呈矩形四角分布的定位平台,与所述定位平台连接的横向调节机构,与所述定位平台连接的纵向调节机构,以及设于所述定位平台上的夹具机构,所述横向调节机构用于调节横向相邻的两所述定位平台之间的横向距离,所述纵向调节机构用于调节纵向相邻的两所述定位平台之间的纵向距离,所述定位平台供两工件的端部放置,所述夹具机构包括分别用于将两工件端部按压在所述定位平台上的下压夹具,以及用于顶压在两工件之间形成的内角上以使两工件端部相互垂直的顶压夹具。
4、如上所述的铝合金产品工装夹具,所述定位平台包括置物台,设于所述置物台上的直角限位挡条,所述下压夹具包括分别对应所述直角限位挡条两边设置并与所述定位平台铰接的下压件,以及用于驱动所述下压件往靠近或远离所述置物台的方向翻转的下压气缸。
5、如上所述的铝合金产品工装夹具,所述直角限位挡条的直角处设有凹槽。
6、如上所述的铝合金产品工装夹具,所述顶压夹具包括顶压气缸,设于所述顶压气缸输出端上的顶压件,所述顶压件呈等腰梯形状,且所述顶压件的短边对应所述直角限位挡条的直角,所述顶压件的两腰分别于所述直角限位挡条的两边平行。
7、如上所述的铝合金产品工装夹具,所述纵向调节机构包括纵向滑轨,位于所述纵向滑轨两端并与其滑动配合的纵向平台,与所述纵向平台螺纹配合的纵向丝杆,以及用于驱动所述纵向丝杆转动的纵向电机,两所述纵向丝杆分别设于所述纵向电机旋转轴两端上,以驱动两所述纵向平台同步相互靠近或远离。
8、如上所述的铝合金产品工装夹具,所述定位平台设于所述纵向平台上并与所述纵向平台滑动配合。
9、如上所述的铝合金产品工装夹具,所述横向调节机构包括横向电机,设于所述横向电机旋转轴两端上的横向丝杆,与所述横向丝杆螺纹配合的横向平台,以及设于所述横向平台上且两端分别连接纵向相邻的两所述定位平台的连接件。
10、如上所述的铝合金产品工装夹具,所述下压件包括用于对所述直角限位挡条进行让位的让位腔,以及用于顶压工件的弧形部。
11、如上所述的铝合金产品工装夹具,所述弧形部的最低点高于所述下压件与所述定位平台的铰接点。
12、本申请有益效果为:
13、本实用新型提供了铝合金产品工装夹具,使用时,先将铝合金型材放置在定位平台上,然后通过横向调节机构调节横向距离,通过纵向调节机构调节纵向距离,从而使得相邻的两铝合金型材之间相互保持垂直,相对的两铝合金型材之间保持平行,然后再通过下压夹具和顶压夹具进行固定和进一步的位置调整,最后进行焊接或组装。通过横向调节机构和纵向调节机构调节四个定位平台的位置,适用于各种尺寸的产品,提高对产品尺寸的通用性。
技术特征:
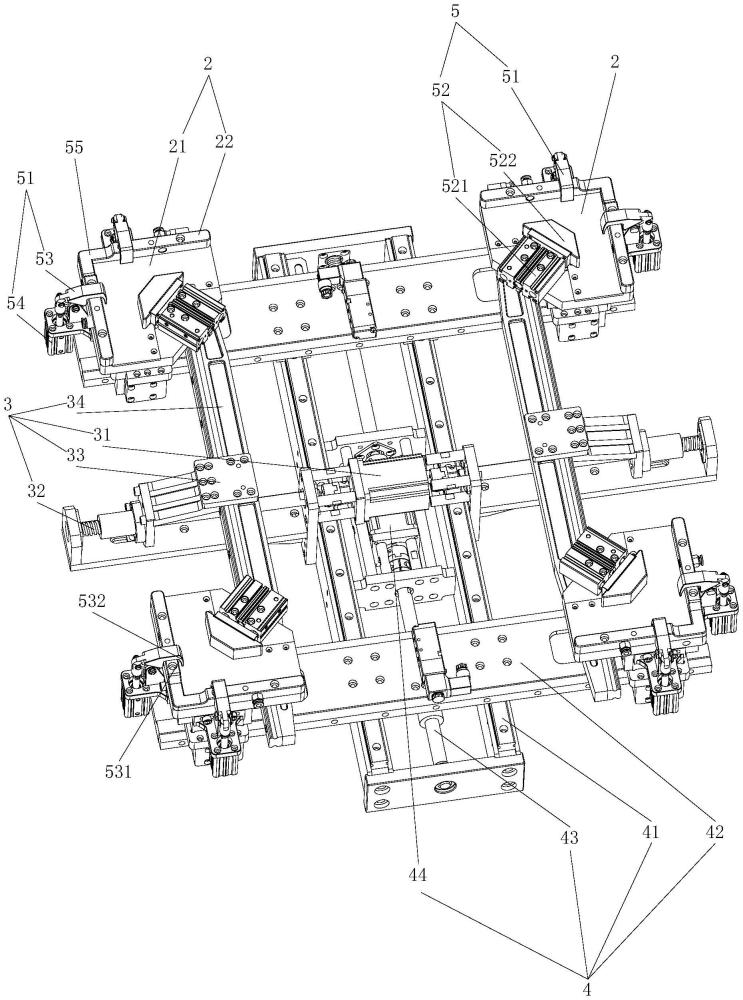
1.铝合金产品工装夹具,其特征在于,包括四个呈矩形四角分布的定位平台(2),与所述定位平台(2)连接的横向调节机构(3),与所述定位平台(2)连接的纵向调节机构(4),以及设于所述定位平台(2)上的夹具机构(5),所述横向调节机构(3)用于调节横向相邻的两所述定位平台(2)之间的横向距离,所述纵向调节机构(4)用于调节纵向相邻的两所述定位平台(2)之间的纵向距离,所述定位平台(2)供两工件的端部放置,所述夹具机构(5)包括分别用于将两工件端部按压在所述定位平台(2)上的下压夹具(51),以及用于顶压在两工件之间形成的内角上以使两工件端部相互垂直的顶压夹具(52)。
2.根据权利要求1所述的铝合金产品工装夹具,其特征在于:所述定位平台(2)包括置物台(21),设于所述置物台(21)上的直角限位挡条(22),所述下压夹具(51)包括分别对应所述直角限位挡条(22)两边设置并与所述定位平台(2)铰接的下压件(53),以及用于驱动所述下压件(53)往靠近或远离所述置物台(21)的方向翻转的下压气缸(54)。
3.根据权利要求2所述的铝合金产品工装夹具,其特征在于:所述直角限位挡条(22)的直角处设有凹槽(55)。
4.根据权利要求2所述的铝合金产品工装夹具,其特征在于:所述顶压夹具(52)包括顶压气缸(521),设于所述顶压气缸(521)输出端上的顶压件(522),所述顶压件(522)呈等腰梯形状,且所述顶压件(522)的短边对应所述直角限位挡条(22)的直角,所述顶压件(522)的两腰分别于所述直角限位挡条(22)的两边平行。
5.根据权利要求2所述的铝合金产品工装夹具,其特征在于:所述纵向调节机构(4)包括纵向滑轨(41),位于所述纵向滑轨(41)两端并与其滑动配合的纵向平台(42),与所述纵向平台(42)螺纹配合的纵向丝杆(43),以及用于驱动所述纵向丝杆(43)转动的纵向电机(44),两所述纵向丝杆(43)分别设于所述纵向电机(44)旋转轴两端上,以驱动两所述纵向平台(42)同步相互靠近或远离。
6.根据权利要求5所述的铝合金产品工装夹具,其特征在于:所述定位平台(2)设于所述纵向平台(42)上并与所述纵向平台(42)滑动配合。
7.根据权利要求2所述的铝合金产品工装夹具,其特征在于:所述横向调节机构(3)包括横向电机(31),设于所述横向电机(31)旋转轴两端上的横向丝杆(32),与所述横向丝杆(32)螺纹配合的横向平台(33),以及设于所述横向平台(33)上且两端分别连接纵向相邻的两所述定位平台(2)的连接件(34)。
8.根据权利要求2所述的铝合金产品工装夹具,其特征在于:所述下压件(53)包括用于对所述直角限位挡条(22)进行让位的让位腔(531),以及用于顶压工件的弧形部(532)。
9.根据权利要求8所述的铝合金产品工装夹具,其特征在于:所述弧形部(532)的最低点高于所述下压件(53)与所述定位平台(2)的铰接点。
技术总结
本技术的铝合金产品工装夹具,包括四个呈矩形四角分布的定位平台,与所述定位平台连接的横向调节机构,与所述定位平台连接的纵向调节机构,以及设于所述定位平台上的夹具机构,所述横向调节机构用于调节横向相邻的两所述定位平台之间的横向距离,所述纵向调节机构用于调节纵向相邻的两所述定位平台之间的纵向距离,所述定位平台供两工件的端部放置,所述夹具机构包括分别用于将两工件端部按压在所述定位平台上的下压夹具,以及用于顶压在两工件之间形成的内角上以使两工件端部相互垂直的顶压夹具。本技术提供了铝合金产品工装夹具,通过横向调节机构和纵向调节机构调节四个定位平台的位置,提高对产品尺寸的通用性。
技术研发人员:邹欣欣
受保护的技术使用者:深圳市祥之源精密五金有限公司
技术研发日:20231207
技术公布日:2024/7/15
- 还没有人留言评论。精彩留言会获得点赞!