一种电气零部件装配机的制作方法
本技术属于电气零部件加工,尤其涉及一种电气零部件装配机。
背景技术:
1、在进行电气零部件加工的过程中,有时需要驱动装配机,使装配机使用垂直方向的压力进行压力装配,使两个原本分离的部件装配在一起。
2、在实现本实用新型过程中,发明人发现该技术中至少存在如下问题:目前用于电器零部件压力装配的装配机,其在装配时如果出现位置的偏移则无法机械自动纠正,而是需要人工手动纠正,导致装配效率较低。
3、为此,我们提出来一种电气零部件装配机解决上述问题。
技术实现思路
1、本实用新型的主要目的在于提供一种电气零部件装配机,实现位置的机械自动纠正,免去人工纠正的麻烦,使配件可以更准确高效地装配,提升了装配效率,可以有效解决背景技术中的问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
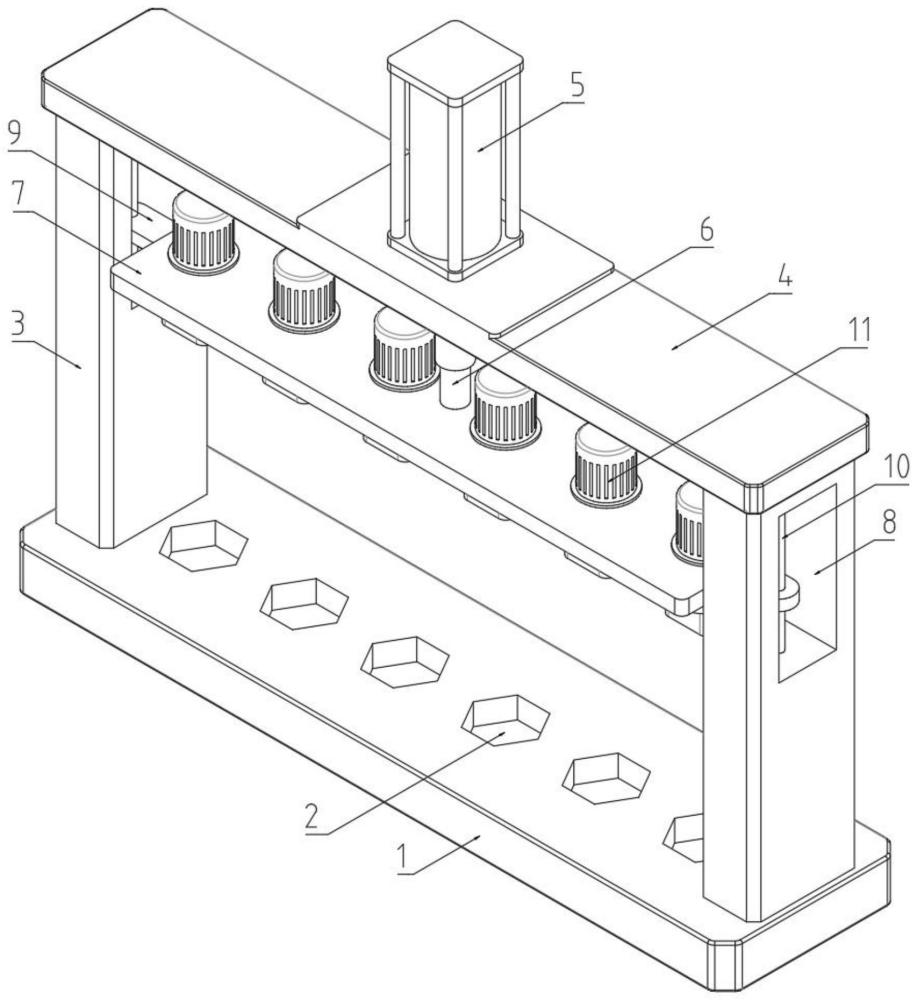
3、一种电气零部件装配机,包括装配台,在装配台顶壁的两侧对称焊接有支撑座,其中两个支撑座上焊接有横梁架,其中横梁架的顶壁安装有气缸,在气缸的下方安装有伸缩杆,且伸缩杆连接于横梁架的底壁,在伸缩杆的底部焊接有水平的起升架;
4、在起升架的顶部竖直安装有多个等间距分布的伺服电机,其中多个伺服电机的输出轴下方分别同轴连接有下支轴,在多个下支轴的下方均焊接有转盘,多个转盘的底部均焊接有用于固定待装配电气零部件的配件的夹座。
5、作为优选的实施方案,在装配台上形成有多个用于放置待装配电器零部件本体的置物底槽,且多个置物底槽分别位于多个夹座的正下方;使得多个夹座上固定的待装配电气零部件的配件可分别与多个置物底槽内的待装配电气零部件本体进行压力装配。
6、作为优选的实施方案,在两个支撑座上均贯穿开设有侧滑槽,在起升架相对的两侧壁对称焊接有耳板,且两个侧滑槽内均焊接有滑杆,两个耳板分别滑动套设于两个滑杆上;使得起升架升降时可带动两个耳板在滑杆上滑行,保证了起升架的稳定性。
7、作为优选的实施方案,在多个夹座的底部均形成有适配夹槽,且多个适配夹槽分别与多个置物底槽对应;实际设计时,待装配电气零部件的配件插入适配夹槽内并与适配夹槽的内壁通过摩擦力进行固定。
8、作为优选的实施方案,多个下支轴均竖直设置且转动连接于起升架的底壁;使得多个下支轴可以稳定地运转。
9、综上所述,本实用新型的技术效果和优点:
10、该电气零部件装配机,通过驱动气缸运行带动起升架进行升降,可同时对多个待装配电器零部件的配件进行升降,驱动多个伺服电机运行可分别带动多个装配件进行翻转,以调节其自身的方位,实现位置的机械自动纠正,免去人工纠正的麻烦,使配件可以更准确高效地装配,且可以同时实现多组电器零部件的压力装配,提升了装配效率。
技术特征:
1.一种电气零部件装配机,包括装配台(1),其特征在于,所述装配台(1)顶壁的两侧对称焊接有支撑座(3),其中两个所述支撑座(3)上焊接有横梁架(4),其中所述横梁架(4)的顶壁安装有气缸(5),所述气缸(5)的下方安装有伸缩杆(6),且所述伸缩杆(6)连接于横梁架(4)的底壁,所述伸缩杆(6)的底部焊接有水平的起升架(7);
2.根据权利要求1所述的一种电气零部件装配机,其特征在于,所述装配台(1)上形成有多个用于放置待装配电器零部件本体的置物底槽(2),且多个所述置物底槽(2)分别位于多个夹座(14)的正下方。
3.根据权利要求1所述的一种电气零部件装配机,其特征在于,两个所述支撑座(3)上均贯穿开设有侧滑槽(8),所述起升架(7)相对的两侧壁对称焊接有耳板(9),且两个所述侧滑槽(8)内均焊接有滑杆(10),两个所述耳板(9)分别滑动套设于两个滑杆(10)上。
4.根据权利要求2所述的一种电气零部件装配机,其特征在于,多个所述夹座(14)的底部均形成有适配夹槽(15),且多个所述适配夹槽(15)分别与多个置物底槽(2)对应。
5.根据权利要求1所述的一种电气零部件装配机,其特征在于,多个所述下支轴(12)均竖直设置且转动连接于起升架(7)的底壁。
技术总结
本技术公开了一种电气零部件装配机,属于电气零部件加工技术领域,包括装配台,在装配台顶壁的两侧对称焊接有支撑座,其中两个支撑座上焊接有横梁架,其中横梁架的顶壁安装有气缸,在气缸的下方安装有伸缩杆,且伸缩杆连接于横梁架的底壁,在伸缩杆的底部焊接有水平的起升架,在起升架的顶部竖直安装有多个等间距分布的伺服电机,其中多个伺服电机的输出轴下方分别同轴连接有下支轴,在多个下支轴的下方均焊接有转盘,多个转盘的底部均焊接有用于固定待装配电气零部件的配件的夹座。该电气零部件装配机,实现位置的机械自动纠正,免去人工纠正的麻烦,使配件可以更准确高效地装配,提升了装配效率。
技术研发人员:张明昆
受保护的技术使用者:荣华(天津)自动化技术有限公司
技术研发日:20231211
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!