一种汽车发电机定子铁芯焊接设备的制作方法
本技术涉及汽车发电机定子铁芯加工,尤其涉及一种汽车发电机定子铁芯焊接设备。
背景技术:
1、汽车发电机定子铁芯是汽车发电机的重要组成部分,由硅钢片叠成,在发电过程中不动的,它的性能好与坏关系到转子是否能够顺利旋转。一般会有空芯和封闭两种类型。
2、汽车发电机定子铁芯焊接设备是一种专门用于焊接电机定子铁芯的设备。它通常包括焊接装置和夹紧装置,焊接装置用于对定子铁芯进行焊接,夹紧装置用于固定和支撑定子铁芯,以便于焊接装置对其进行焊接。这种设备在电机的制造过程中起着重要的作用,用于将多片冲压而成的铁芯片焊接在一起,形成完整的定子铁芯。
3、现有的汽车发电机定子铁芯在进行焊接前,由于定子铁芯是由于多片冲压而成的铁芯片合在一起,各片铁芯的相对位置会存在一定的误差,通过夹具在对定子铁芯进行夹持固定时,夹具施加的夹持力会增加各片铁芯之间的位置误差,使得铁芯发生位置偏移,且夹具即夹紧装置与铁芯的接触面不均匀,导致受力不均,进而引起位移,铁芯位置发生偏移使得焊接设备无法准确对铁芯进行焊接,降低了焊接的精确性,进而降低铁芯产品的成品质量。
技术实现思路
1、本实用新型针对铁芯焊接容易产生位移的问题,本实用新型所要解决的技术问题是提供一种汽车发电机定子铁芯焊接设备。
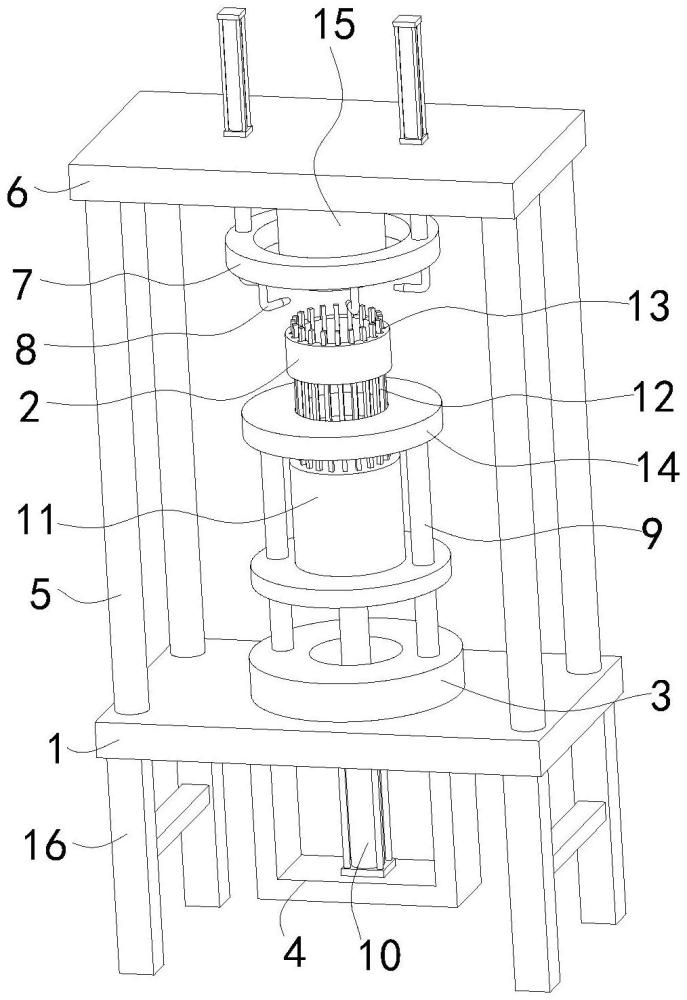
2、本实用新型解决上述技术问题所采用的技术方案为:一种汽车发电机定子铁芯焊接设备,包括工作台和定子本体,所述工作台的上端固定安装有环形台,所述工作台的下端固定安装有支撑架,所述工作台的上端四角处均固定安装有一个支撑柱,所述支撑柱的上端共同固定安装有支撑板,所述支撑板的顶部设置有调节组件,所述调节组件贯穿支撑板的顶部并延伸至支撑板的下方,所述调节组件的下端固定安装有六个激光焊接头,所述环形台的上端左右两侧均固定安装有一个导向杆,所述支撑架内设置有调整组件,所述调整组件贯穿工作台的底部并延伸至环形台的上方,所述调整组件的上端固定安装有推动柱,所述推动柱的上端固定安装有若干个限位插杆,所述定子本体的内部开设有若干个定子槽,若干个所述限位插杆均分布位于若干个定子槽内,所述导向杆的上端活动放置有定位推动环,所述定位推动环位于限位插杆的外表面,所述支撑板的下端中侧固定安装有限位环,所述限位环的环厚度和定子本体的厚度大小相同,所述定子本体的直径大小大于定位推动环的孔径大小。
3、本实用新型进一步的优先方案为:所述调节组件包括第一气缸,所述第一气缸设置有两个,且两个第一气缸的输出端共同固定安装有调节环,所述激光焊接头固定连接在调节环的下端,所述第一气缸固定连接在支撑板的上端。
4、本实用新型进一步的优先方案为:所述调整组件包括第二气缸,所述第二气缸的输出端固定安装有调整盘,所述推动柱固定连接在调整盘的上端,所述调整盘活动连接在两个导向杆的外表面,所述第二气缸固定连接在支撑架的内腔底部,所述第二气缸的输出轴活动连接在环形台的内部。
5、本实用新型进一步的优先方案为:所述推动柱的直径大小大于定位推动环的孔径大小。
6、本实用新型进一步的优先方案为:所述工作台的下端固定安装有四个支撑腿。
7、本实用新型进一步的优先方案为:所述支撑板和工作台保持平行位置关系。
8、本实用新型进一步的优先方案为:所述限位环和定位推动环的轴心线重合。
9、与现有技术相比,本实用新型具有如下优点,定子本体内的定子槽均与限位插杆一一对应,限位插杆插入至定子槽内,通过限位插杆对定子本体起到限位作用,防止定子本体发生位置偏移,保障定子本体加工焊接时的稳定性,确保定子本体焊接的精准性,定子本体受到定位推动环的推力和限位环的阻力而能够进行定位固定,由于定位推动环和限位环的表面平整,定子本体和定位推动环和限位环的接触面保持均匀平整,从而使得定子本体受力均匀,进一步防止定子本体位移,激光焊接头能够准确的对定子本体进行焊接,提高焊接精确性,保障铁芯产品的成品质量。
技术特征:
1.一种汽车发电机定子铁芯焊接设备,包括工作台和定子本体,其特征在于,所述工作台的上端固定安装有环形台,所述工作台的下端固定安装有支撑架,所述工作台的上端四角处均固定安装有一个支撑柱,所述支撑柱的上端共同固定安装有支撑板,所述支撑板的顶部设置有调节组件,所述调节组件贯穿支撑板的顶部并延伸至支撑板的下方,所述调节组件的下端固定安装有六个激光焊接头,所述环形台的上端左右两侧均固定安装有一个导向杆,所述支撑架内设置有调整组件,所述调整组件贯穿工作台的底部并延伸至环形台的上方,所述调整组件的上端固定安装有推动柱,所述推动柱的上端固定安装有若干个限位插杆,所述定子本体的内部开设有若干个定子槽,若干个所述限位插杆均分布位于若干个定子槽内,所述导向杆的上端活动放置有定位推动环,所述定位推动环位于限位插杆的外表面,所述支撑板的下端中侧固定安装有限位环,所述限位环的环厚度和定子本体的厚度大小相同,所述定子本体的直径大小大于定位推动环的孔径大小。
2.根据权利要求1所述的一种汽车发电机定子铁芯焊接设备,其特征在于,所述调节组件包括第一气缸,所述第一气缸设置有两个,且两个第一气缸的输出端共同固定安装有调节环,所述激光焊接头固定连接在调节环的下端,所述第一气缸固定连接在支撑板的上端。
3.根据权利要求1所述的一种汽车发电机定子铁芯焊接设备,其特征在于,所述调整组件包括第二气缸,所述第二气缸的输出端固定安装有调整盘,所述推动柱固定连接在调整盘的上端,所述调整盘活动连接在两个导向杆的外表面,所述第二气缸固定连接在支撑架的内腔底部,所述第二气缸的输出轴活动连接在环形台的内部。
4.根据权利要求1所述的一种汽车发电机定子铁芯焊接设备,其特征在于,所述推动柱的直径大小大于定位推动环的孔径大小。
5.根据权利要求1所述的一种汽车发电机定子铁芯焊接设备,其特征在于,所述工作台的下端固定安装有四个支撑腿。
6.根据权利要求1所述的一种汽车发电机定子铁芯焊接设备,其特征在于,所述支撑板和工作台保持平行位置关系。
7.根据权利要求1所述的一种汽车发电机定子铁芯焊接设备,其特征在于,所述限位环和定位推动环的轴心线重合。
技术总结
本技术公开了一种汽车发电机定子铁芯焊接设备,包括工作台和定子本体,所述工作台的上端固定安装有环形台,所述工作台的下端固定安装有支撑架,所述工作台的上端四角处均固定安装有一个支撑柱,所述支撑柱的上端共同固定安装有支撑板,所述调节组件的下端固定安装有六个激光焊接头,所述推动柱的上端固定安装有若干个限位插杆,所述定子本体的内部开设有若干个定子槽,所述导向杆的上端活动放置有定位推动环,所述支撑板的下端中侧固定安装有限位环。与现有技术相比,本技术的优点在于通过限位插杆对定子本体起到限位作用,防止定子本体发生位置偏移,保障定子本体加工焊接时的稳定性。
技术研发人员:王光辉
受保护的技术使用者:永康市光锋科技有限公司
技术研发日:20231207
技术公布日:2024/7/15
- 还没有人留言评论。精彩留言会获得点赞!