一种L块钻孔的工装的制作方法
本技术涉及钻孔工装,具体为一种l块钻孔的工装。
背景技术:
1、现有的l块工件是通过加工中心一次装夹一个进行加工,这种装夹方式导致l块工件的钻孔加工效率低,基于此我们提出了一种l块钻孔的工装。
技术实现思路
1、本实用新型的目的在于提供一种l块钻孔的工装,以解决上述背景技术中提出的问题。
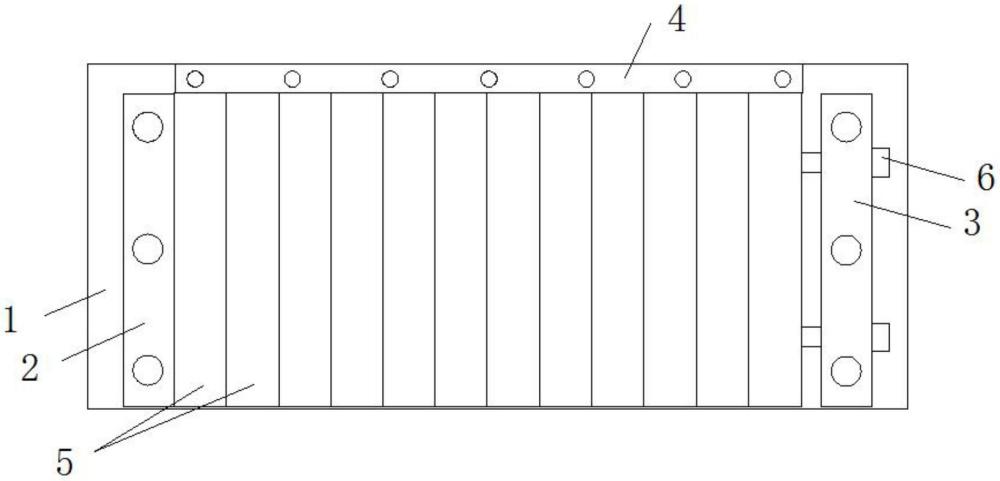
2、为实现上述目的,本实用新型提供如下技术方案:一种l块钻孔的工装,包括工装底板,所述工装底板的顶部左侧通过螺钉固定安装有左侧板,工装底板的顶部右侧通过螺钉固定安装有右侧板,工装底板的顶部后侧通过螺钉固定安装有后侧板,工装底板的顶部从左至右依次放置有多个与后侧板前侧相接触的工件,最左侧的工件与左侧板的右侧相接触,且相邻的两个工件相接触,最右侧的工件右侧紧密接触有两个工件压紧螺栓,且右侧板螺纹套装在两个工件压紧螺栓上。
3、优选的,所述后侧板位于左侧板和右侧板之间,左侧板的规格和右侧板的规格相同。
4、优选的,所述工件为l形块结构。
5、优选的,所述右侧板的右侧从前至后依次开设有两个与对应工件压紧螺栓螺纹套装的螺纹孔。
6、优选的,所述后侧板的顶部、左侧板的顶部和右侧板的顶部处于同一水平高度。
7、与现有技术相比,本实用新型通过工装底板、左侧板、右侧板、后侧板、工件压紧螺栓和螺纹孔相配合,使得该工装可以一次对多个工件进行装夹固定,进而加工中心可以依次对多个工件进行钻孔加工,极大的提高了工件的钻孔效率。
技术特征:
1.一种l块钻孔的工装,包括工装底板(1),其特征在于:所述工装底板(1)的顶部左侧通过螺钉固定安装有左侧板(2),工装底板(1)的顶部右侧通过螺钉固定安装有右侧板(3),工装底板(1)的顶部后侧通过螺钉固定安装有后侧板(4),工装底板(1)的顶部从左至右依次放置有多个与后侧板(4)前侧相接触的工件(5),最左侧的工件(5)与左侧板(2)的右侧相接触,且相邻的两个工件(5)相接触,最右侧的工件(5)右侧紧密接触有两个工件压紧螺栓(6),且右侧板(3)螺纹套装在两个工件压紧螺栓(6)上。
2.根据权利要求1所述的一种l块钻孔的工装,其特征在于:所述后侧板(4)位于左侧板(2)和右侧板(3)之间,左侧板(2)的规格和右侧板(3)的规格相同。
3.根据权利要求1所述的一种l块钻孔的工装,其特征在于:所述工件(5)为l形块结构。
4.根据权利要求1所述的一种l块钻孔的工装,其特征在于:所述右侧板(3)的右侧从前至后依次开设有两个与对应工件压紧螺栓(6)螺纹套装的螺纹孔(301)。
5.根据权利要求1所述的一种l块钻孔的工装,其特征在于:所述后侧板(4)的顶部、左侧板(2)的顶部和右侧板(3)的顶部处于同一水平高度。
技术总结
本技术公开了一种L块钻孔的工装,包括工装底板,所述工装底板的顶部左侧通过螺钉固定安装有左侧板,工装底板的顶部右侧通过螺钉固定安装有右侧板,工装底板的顶部后侧通过螺钉固定安装有后侧板,工装底板的顶部从左至右依次放置有多个与后侧板前侧相接触的工件,最左侧的工件与左侧板的右侧相接触,且相邻的两个工件相接触,最右侧的工件右侧紧密接触有两个工件压紧螺栓,且右侧板螺纹套装在两个工件压紧螺栓上。本技术通过工装底板、左侧板、右侧板、后侧板、工件压紧螺栓和螺纹孔相配合,使得该工装可以一次对多个工件进行装夹固定,进而加工中心可以依次对多个工件进行钻孔加工,极大的提高了工件的钻孔效率。
技术研发人员:岳在宝,付冬萍,解来香,张裕,张国栋
受保护的技术使用者:格图精密机械(苏州)有限公司
技术研发日:20231212
技术公布日:2024/10/14
- 还没有人留言评论。精彩留言会获得点赞!