工件车削夹紧装置的制作方法
本技术涉及一种工件车削夹紧装置,属于工件固定装置。
背景技术:
1、目前,在现有的机械加工技术中,对薄壁的工件进行车削是一种常见而复杂的工艺,它对操作工的技术要求较高,也对加工设备的精度和稳定性有着较高的需求。
2、在对现有技术进行检索之后,发现公开号为cn214814940u的中国专利披露了一种夹持薄壁管件的卡盘,在该专利中使用夹持块增大卡盘与管件外壁的接触面积,但在使用过程中发现,卡盘在安装过程中速度较慢,降低了整体的生产效率;并且如果工件表面圆度偏差较大,会使部分增加的夹持块在安装时接触不紧,并导致其余的夹持块接触力增大,从而在工件表面留下印痕,影响了工件的加工精度。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种工件车削夹紧装置,它能够实现对薄壁圆管的工件的夹紧,同时改善夹紧时容易导致工件变形的问题,提高了工件安装速度。
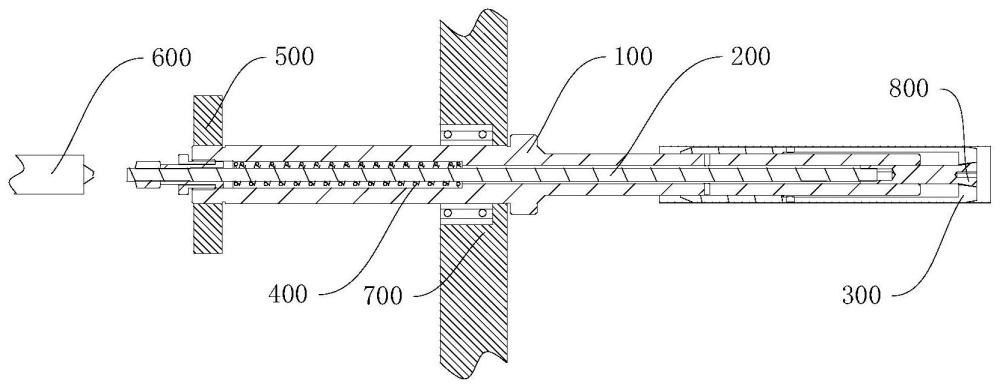
2、为了解决上述技术问题,本实用新型的技术方案是:一种工件车削夹紧装置,包括:
3、转轴,所述转轴设有轴向贯通的中空腔体,所述转轴的中空腔体内设有环形台阶,所述转轴的一端部为旋转端部,另一端部为套装配合端部;
4、推杆,所述推杆滑动设置在所述转轴的中空腔体内,所述推杆一端为推端,另一端为压轴连接端,所述推杆的推端延伸至所述转轴的旋转端部外;
5、工件涨紧套,所述工件涨紧套套装在所述转轴的套装配合端部外;
6、锥形压轴,所述锥形压轴设置在所述转轴内,所述锥形压轴与所述推杆的压轴连接端相连;
7、所述锥形压轴适于通过所述转轴的套装配合端部的开口与所述工件涨紧套相连;
8、当所述推杆被推动带动所述锥形压轴部分脱离所述工件涨紧套时,所述工件涨紧套径向收缩,所述工件适于插入所述工件涨紧套上;
9、回位弹簧,所述回位弹簧安装在所述推杆上,并与所述转轴的中空腔体的环形台阶抵接配合;
10、当停止推动所述推杆时,所述回位弹簧适于带动所述推杆连同所述锥形压轴回退,此时工件涨紧套径向扩张并适于涨紧固定所述工件。
11、进一步,为了实现工件涨紧套的径向尺寸变化,所述工件涨紧套远离所述转轴的旋转端部的一段经过轴向分割形成多个扇形夹持块,所述扇形夹持块呈环形阵列状分布。
12、进一步,以增强夹持稳定性,所述扇形夹持块的轴向分割深度大于所述工件涨紧套轴向长度的一半。
13、进一步,为了方便连接推杆与锥形压轴,所述推杆的压轴连接端设有环形凸台;
14、所述锥形压轴与所述压轴连接端相连接的一端设有与所述环形凸台相适配的环形槽;
15、所述环形凸台适于嵌入所述环形槽中。
16、进一步,为了实现通过锥形压轴改变工件涨紧套的径向尺寸,所述锥形压轴与所述工件涨紧套相连接一端设有锥形端头;
17、所述工件涨紧套远离所述转轴的一端开设有与所述锥形端头匹配的锥形孔;
18、当推动所述锥形压轴的锥形端头脱离所述锥形孔时,所述工件涨紧套径向收缩;
19、当所述锥形压轴回退,所述锥形端头嵌入并挤压所述锥形孔时,所述工件涨紧套径向扩张。
20、进一步,为了方便工件的插入工件涨紧套外表面,所述工件涨紧套上远离所述转轴的旋转端部的一端为工件插入端;
21、所述工件涨紧套的工件插入端上设有环形导向倒角。
22、进一步,为了实现转轴的旋转,工件车削夹紧装置还包括旋转驱动装置,所述旋转驱动装置包含驱动轮盘,所述驱动轮盘固定连接在所述转轴的旋转端部的外壁面上,所述驱动轮盘适于带动所述转轴旋转。
23、进一步,提供了一种推杆顶出机构的具体结构,工件车削夹紧装置还包括推杆顶出机构,所述推杆顶出机构包括:
24、顶针;
25、驱动组件,所述驱动组件适于通过所述顶针抵接并推动所述推杆在所述转轴内滑动。
26、进一步,为了固定转轴,工件车削夹紧装置还包括基础固定板,所述转轴转动安装在所述基础固定板上。
27、进一步,提供了一种工件涨紧套的具体材质,所述工件涨紧套的材质为黄铜。
28、采用了上述技术方案,本实用新型具有以下的有益效果:
29、在本实用新型中,首先推杆被推动使锥形压轴部分脱离工件涨紧套,工件涨紧套内失去锥形压轴的支撑使工件涨紧套径向收缩,此时工件涨紧套径向尺寸减小,可以将工件套在工件涨紧套外;当停止推动推杆时,由回位弹簧带动推杆连同锥形压轴回退,此时工件涨紧套在锥形压轴的挤压下出现涨紧扩张,此时工件涨紧套固定住工件,该结构能够实现对薄壁圆管工件的固定,同时改善夹紧时容易导致工件变形的问题,很大程度减小了装夹工件时间,提高了加工效率,而且,涨缩的间隙较小,能更好的确保形位公差,涨开时工件不易产生变形现象。
30、此外,在转轴的一端连接旋转驱动装置,使得转轴使用更加简便,大大提高了车削加工的效率;为了使得工件涨紧套的径向收缩更为均衡,工件涨紧套的切割形成多个扇形夹持块。并且,工件涨紧套选用的材质是黄铜,让工件涨紧套具备良好的韧性和耐磨性。
31、综上所述,本实用新型提不仅保证了薄壁工件安装时的形位公差,提高了装夹工件的效率,确保在安装涨开时工件不易产生变形,而且也进一步提高了安装效率。
技术特征:
1.一种工件车削夹紧装置,其特征在于,包括:
2.根据权利要求1所述的工件车削夹紧装置,其特征在于,
3.根据权利要求2所述的工件车削夹紧装置,其特征在于,
4.根据权利要求1所述的工件车削夹紧装置,其特征在于,
5.根据权利要求1所述的工件车削夹紧装置,其特征在于,
6.根据权利要求1所述的工件车削夹紧装置,其特征在于,
7.根据权利要求1所述的工件车削夹紧装置,其特征在于,
8.根据权利要求1所述的工件车削夹紧装置,其特征在于,
9.根据权利要求1所述的工件车削夹紧装置,其特征在于,
10.根据权利要求1所述的工件车削夹紧装置,其特征在于,
技术总结
本技术公开了一种工件车削夹紧装置,包括:转轴、推杆、工件涨紧套、锥形压轴和回位弹簧,所述转轴设有轴向贯通的中空腔体,所述转轴的中空腔体内设有环形台阶,所述转轴的一端部为旋转端部,另一端部为套装配合端部;所述推杆滑动设置在所述转轴的中空腔体内,所述推杆一端为推端,另一端为压轴连接端,所述推杆的推端延伸至所述转轴的旋转端部外;所述工件涨紧套套装在所述转轴的套装配合端部外;所述锥形压轴设置在所述转轴内,所述锥形压轴与所述推杆的压轴连接端相连。本技术能够实现对薄壁圆管的工件的夹紧,同时改善夹紧时容易导致工件变形的问题,提高了工件安装速度。
技术研发人员:汤桃林,张伟昊
受保护的技术使用者:溧阳晟达能源科技有限公司
技术研发日:20231212
技术公布日:2024/7/23
- 还没有人留言评论。精彩留言会获得点赞!