纽扣电池预焊装置及焊接设备的制作方法
本公开涉及焊接设备的,特别是涉及一种纽扣电池预焊装置及焊接设备。
背景技术:
1、纽扣电池也称扣式电池,是指外形尺寸像一颗小纽扣的电池,一般来说直径较大,厚度较薄。
2、纽扣电池包括壳体和盖帽,盖帽盖合于壳体的开口处,在纽扣电池封口时,将盖帽的周缘处焊接在壳体的开口处,使得盖帽与壳体固定连接,例如文献号cn112467268a公开的纽扣电池的制备方法及其纽扣电池。
3、相关技术中,在盖帽与壳体焊接时,即对纽扣电池进行封口时,首先将盖帽盖合在壳体开口处,然后对盖帽的中间区域施压,使得盖帽预固定在预定位置上,然后通过激光对盖帽与壳体之间的连接处进行满焊,以使盖帽固定连接在壳体上,并封住盖帽与壳体之间的间隙。
4、然而,由于盖帽的厚度较薄,盖帽在受压后较易变形,当对盖帽的中间区域施压之后,盖帽的周缘处较易因变形而偏离预定位置,造成存在封口失效的风险。
技术实现思路
1、本公开的目的是克服现有技术中的不足之处,提供一种避免封口失效的纽扣电池预焊装置及焊接设备。
2、本公开的目的是通过以下技术方案来实现的:
3、一种纽扣电池预焊装置,包括:
4、三爪卡盘;
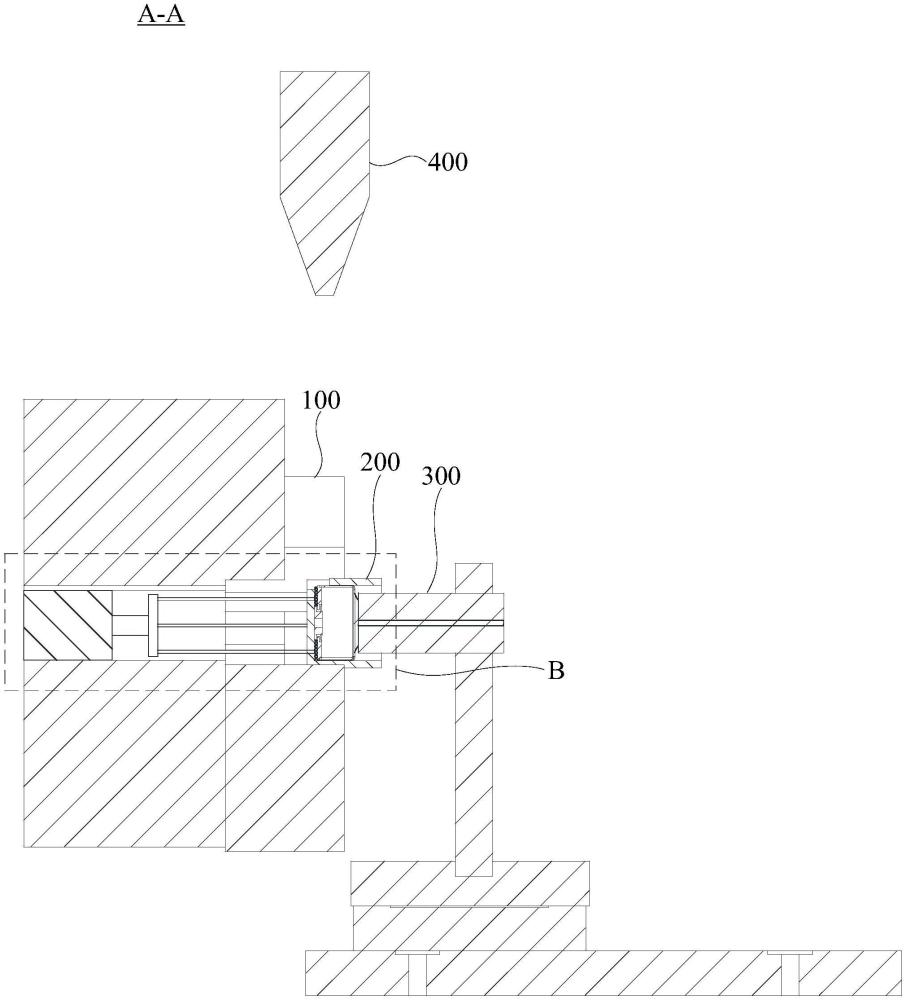
5、定位轴套,夹持在所述三爪卡盘内,所述定位轴套的一端面开设有定位孔,所述定位孔的内壁用于套接纽扣电池;所述定位轴套还开设有多个避位孔,多个所述避位孔沿所述定位轴套的周向间隔并环绕设置,各所述避位孔与所述定位孔相连通,各所述避位孔用于与所述纽扣电池的满焊处对应设置,各所述避位孔与所述三爪卡盘错开设置;
6、推动机构,用于插入所述定位孔并推动所述纽扣电池,以使所述纽扣电池定位在所述定位孔内;以及
7、激光焊接件,用于依次与多个所述避位孔相对设置,以使所述激光焊接件用于点焊所述纽扣电池的满焊处。
8、在其中一个实施例中,各所述避位孔与所述定位孔背离所述推动机构的一端相连通。
9、在其中一个实施例中,所述定位孔的内径比所述纽扣电池的外径大0.1毫米。
10、在其中一个实施例中,所述定位轴套的外侧设有三个夹持平面,所述三爪卡盘夹持在三个所述夹持平面上。
11、在其中一个实施例中,所述推动机构包括:
12、滑轨;
13、滑块,滑动连接于所述滑轨;
14、连接架,所述连接架的下端固定连接于所述滑块;以及
15、顶杆,固定连接于所述连接架的上端,所述顶杆用于插入所述定位孔并推动所述纽扣电池,以使所述纽扣电池定位在所述定位孔内。
16、在其中一个实施例中,所述推动机构还包括推动动力件,所述推动动力件的动力输出端与所述滑块连接,所述推动动力件用于推动所述滑块滑动。
17、在其中一个实施例中,所述纽扣电池预焊装置还包括旋转驱动件,所述旋转驱动件的动力输出端与所述三爪卡盘连接,所述旋转驱动件用于驱动所述三爪卡盘自转。
18、在其中一个实施例中,所述旋转驱动件为电机。
19、在其中一个实施例中,所述定位轴套临近所述推动机构的一端与所述三爪卡盘错开设置。
20、一种焊接设备,包括上述任一实施例所述的纽扣电池预焊装置。
21、与现有技术相比,本公开至少具有以下优点:
22、纽扣电池套接于定位孔内,通过推动机构将纽扣电池定位在定位轴套的定位孔内,并使纽扣电池的满焊处与各避位孔对应设置,激光焊接件的激光依次穿过多个避位孔并对满焊处进行焊接,使得盖帽的周缘处通过点焊预固定在壳体的开口处。当盖帽的中心区域受压时,由于盖帽的周缘处已经点焊在壳体的开口处,因而盖帽的周缘处在受压后不会偏离预定位置,避免了盖帽的周缘处在满焊时偏离预定位置,即避免了盖帽的周缘处在封口时偏离预定位置,进而避免了封口失效的问题。
技术特征:
1.一种纽扣电池预焊装置,其特征在于,包括:
2.根据权利要求1所述的纽扣电池预焊装置,其特征在于,各所述避位孔与所述定位孔背离所述推动机构的一端相连通。
3.根据权利要求1所述的纽扣电池预焊装置,其特征在于,所述定位孔的内径比所述纽扣电池的外径大0.1毫米。
4.根据权利要求1所述的纽扣电池预焊装置,其特征在于,所述定位轴套的外侧设有三个夹持平面,所述三爪卡盘夹持在三个所述夹持平面上。
5.根据权利要求1所述的纽扣电池预焊装置,其特征在于,所述推动机构包括:
6.根据权利要求5所述的纽扣电池预焊装置,其特征在于,所述推动机构还包括推动动力件,所述推动动力件的动力输出端与所述滑块连接,所述推动动力件用于推动所述滑块滑动。
7.根据权利要求1所述的纽扣电池预焊装置,其特征在于,所述纽扣电池预焊装置还包括旋转驱动件,所述旋转驱动件的动力输出端与所述三爪卡盘连接,所述旋转驱动件用于驱动所述三爪卡盘自转。
8.根据权利要求7所述的纽扣电池预焊装置,其特征在于,所述旋转驱动件为电机。
9.根据权利要求1所述的纽扣电池预焊装置,其特征在于,所述定位轴套临近所述推动机构的一端与所述三爪卡盘错开设置。
10.一种焊接设备,其特征在于,包括权利要求1至9中任一项所述的纽扣电池预焊装置。
技术总结
本公开提供一种纽扣电池预焊装置及焊接设备。上述的纽扣电池预焊装置包括三爪卡盘、定位轴套、推动机构及激光焊接件,定位轴套夹持在三爪卡盘内,定位轴套的一端面开设有定位孔,定位孔的内壁用于套接纽扣电池。定位轴套还开设有多个避位孔,多个避位孔沿定位轴套的周向间隔并环绕设置,各避位孔与定位孔相连通,各避位孔用于与纽扣电池的满焊处对应设置,各避位孔与三爪卡盘错开设置。推动机构,用于插入定位孔并推动纽扣电池,以使纽扣电池定位在定位孔内。激光焊接件用于依次与多个避位孔相对设置,以使激光焊接件用于点焊纽扣电池的满焊处。如此,避免了盖帽的周缘处在封口时偏离预定位置,进而避免了封口失效的问题。
技术研发人员:袁益亮,傅有平,宋志彬,赵文磊,刘世雄
受保护的技术使用者:广东诺达智慧能源科技有限公司
技术研发日:20231212
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!