一种包边换模系统的制作方法
本技术涉及包边换模领域,尤其涉及一种包边换模系统。
背景技术:
1、汽车生产中,包边是四门两盖的末道成形工艺,是指车身薄板折边后包住另一薄板,即通过边工艺将内外板结合在一起,还要能够在车门包边的过程中形成一定的造型,达到汽车生产的整体工业效果和艺术效果,保证车门包边良好的质量,防止车门出现松动、包边不紧的情况,影响整体使用和汽车的整体生产质量,其成形质量直接决定了四门两盖的装配精度和外观质量。
2、在传统的汽车工业生产过程中,车门包边工艺,往往是由人工进行包边。这种包边方法会消耗大量的人力,同时会增加汽车整体的制造时间,影响到汽车生产企业的整体效益,后来,随着汽车生产工艺的不断发展和国外先进汽车生产经验的传入,我国在进行汽车车门包边的过程中,开始采用冲床压合模单件压和包边工艺,在焊装车间布置包边自动化生产线,主要针对汽车四门两盖进行内外板的焊接及包边,大大提升了汽车包边的整体效率和质量,缩短汽车的整体制造时间。
3、包边工艺使用到的模具需要根据工件类型的不同进行更换,在现有技术中,受到焊装车间整体布局无法容纳行车等因素的制约,只能采用移动工作台加人工模具吊运方式进行换模,换模效率低,对操作人员的水平有一定的要求,还存在一定的风险性。
技术实现思路
1、为了克服上述现有技术中的包边工艺换模效率低并且存在一定风险的问题,本实用新型提供了一种包边换模系统,能够代替人工换模提升换模效率和安全性。
2、为解决上述技术问题,本实用新型提供了一种包边换模系统,包括模具库,所述模具库至少有两个,还包括换模台车,所述换模台车设置在包边机一侧,所述换模台车能够沿所述模具库布置的方向移动,所述换模台车上设置有换模钩组件一,所述换模钩组件一连接有驱动组件一,所述换模钩组件一能够沿靠近和远离包边机的方向移动,每个所述模具库均设置有换模钩组件二,所述换模钩组件二连接有驱动组件二,所述换模钩组件二能够沿靠近和远离所述换模台车的方向移动,还包括控制器,所述换模台车、所述换模钩组件一、所述驱动组件一、所述换模钩组件二和所述驱动组件二均与控制器电连接。通过换模台车、换模钩组件一、换模钩组件二模具库的配合,能够代替人工,自动进行模具的下机和上机,提升了换模效率,避免换模风险。
3、进一步的,所述换模台车上还设置有支撑导轨一,所述支撑导轨一的长度方向与所述换模钩组件一的移动方向平行,所述支撑导轨一上设置有滚轮,所述模具库上还设置有支撑导轨二,所述支撑导轨二的结构与所述支撑导轨一的结构相同,所述支撑导轨二的长度方向与所述换模钩组件二的移动方向平行,所述换模台车上还对称设置有导向轮,所述导向轮位于模具两侧。通过支撑导轨一和导向轮能够对模具移动起到导向和减轻阻力的作用。
4、进一步的,所述换模钩组件一与所述换模钩组件二的结构相同,均包括钩体,所述钩体铰接在底座上,所述钩体能够上下摆动,所述钩体能够与模具连接,所述底座与所述驱动组件一或所述驱动组件二连接。
5、进一步的,所述钩体的沟槽为矩形槽,所述钩体的前部设置有导向斜面,所述导向斜面远离所述底座的一端向上倾斜,所述导向斜面能够与模具上的挂模块外侧面相贴,所述钩体连接有脱钩气缸,所述脱钩气缸能够带动所述钩体向上摆动,所述脱钩气缸与所述控制器电连接。通过导向斜面和挂模块的配合实现了纯机械式进行挂钩,结构简单,故障率低,可靠性较高,通过脱钩气缸能够实现自动化脱钩,提升了效率。
6、进一步的,所述模具库对称设置在所述换模台车两侧,所述换模台车上设置有支撑导轨三,所述支撑导轨三的长度方向与所述支撑导轨一的长度方向垂直,所述支撑导轨一能够升降,所述支撑导轨一下降之后低于所述支撑导轨三,所述支撑导轨三的长度方向与所述支撑导轨二的长度方向平行,所述导向轮能够上下升降。通过将模具库对称设置,并在换模台车上设置两种方向垂直的支撑导轨,相比布置一排,能够减少本系统的占地空间,同时减少换模台车工作的移动路程,有利于提升换模效率。
7、进一步的,所述换模台车和所述模具库上均设置有模具识别组件,所述模具识别组件均与所述控制器连接。通过模具识别组件能够判断和验证模具与对应的模具库是否吻合,实现正确存放模具的双保险,避免模具在下机存放时出现错误,导致包边机不能正常工作。
8、进一步的,所述换模台车和所述模具库上均设置有换模钩传感器二,所述换模钩传感器一能够检测钩体位置,所述换模钩传感器一与所述控制器电连接。通过行程开关判断钩体是否移动到设定位置,一方面能够判断换膜台车和模具库是否存在模具,避免误动作造成碰撞事故,另一方面,还能使控制器控制接下来的动作,实现全程自动化,进一步提升换模效率。
9、进一步的,所述换模台车在地轨上移动,还包括定位组件,所述定位组件包括位置判断器和锁紧气缸,所述锁紧气缸设置在所述换模台车上,所述锁紧气缸能够锁紧在所述地轨上,所述位置判断器和锁紧气缸均与所述控制器电连接,所述位置判断器能够判断所述支撑导轨三与所述支撑导轨二是否对齐。通过定位组件保证换模台车上的支撑导轨三与支撑导轨二对齐,并锁紧换模台车,保证模具的顺畅运输。
10、进一步的,所述模具库呈一字型排列,所述换模台车位于包边机和所述模具库之间,所述换模台车的移动方向与所述模具库的排列方向平行。
11、从以上技术方案可以看出,本实用新型具有以下优点:
12、本实用新型提供了一种包边换模系统,通过换模台车、换模钩组件一、换模钩组件二模具库的配合,能够代替人工,自动进行模具的下机和上机,提升了换模效率,避免换模风险;通过支撑导轨一和导向轮能够对模具移动起到导向和减轻阻力的作用;通过导向斜面和挂模块的配合实现了纯机械式进行挂钩,结构简单,故障率低,可靠性较高,通过脱钩气缸能够实现自动化脱钩,提升了效率;通过将模具库对称设置,并在换模台车上设置两种方向垂直的支撑导轨,相比布置一排,能够减少本系统的占地空间,同时减少换模台车工作的移动路程,有利于提升换模效率;通过模具识别组件能够判断和验证模具与对应的模具库是否吻合,实现正确存放模具的双保险,避免模具在下机存放时出现错误,导致包边机不能正常工作;通过行程开关判断钩体是否移动到设定位置,一方面能够判断换膜台车和模具库是否存在模具,避免误动作造成碰撞事故,另一方面,还能使控制器控制接下来的动作,实现全程自动化,进一步提升换模效率;通过定位组件保证换模台车上的支撑导轨三与支撑导轨二对齐,并锁紧换模台车,保证模具的顺畅运输。
技术特征:
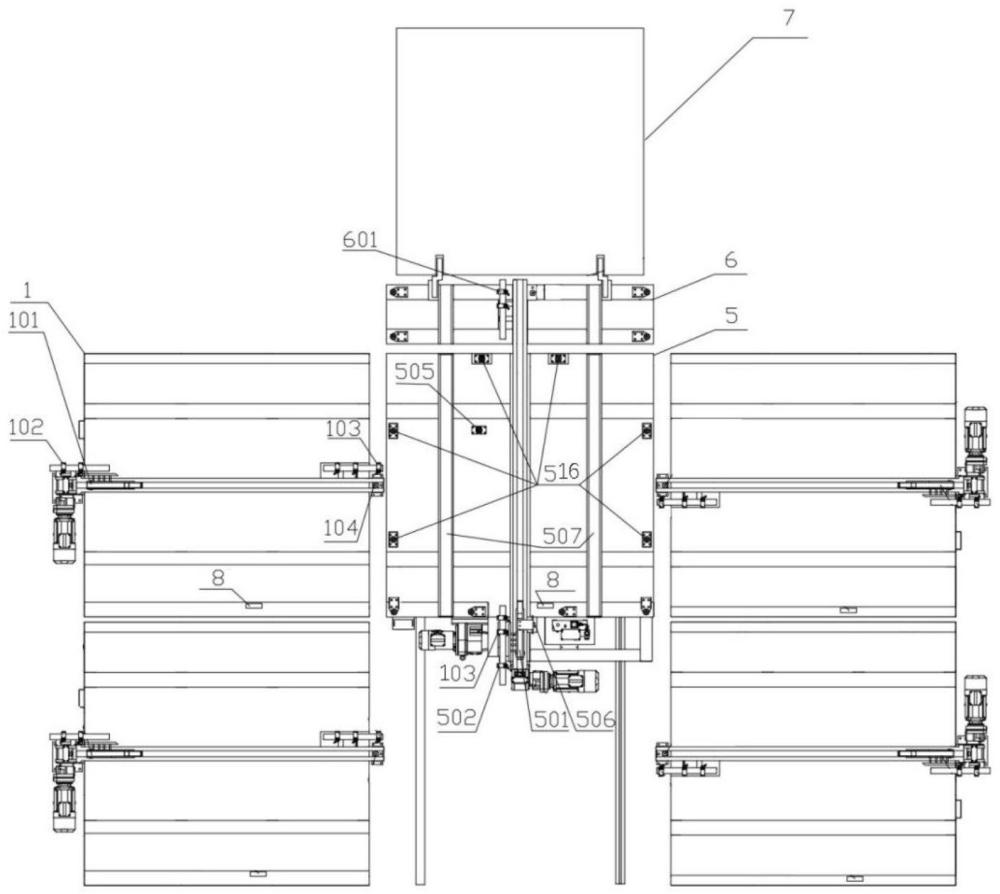
1.一种包边换模系统,包括模具库(1),模具库(1)至少有两个,其特征在于,还包括换模台车(5),换模台车(5)设置在包边机一侧,换模台车(5)能够沿模具库(1)布置的方向移动,换模台车(5)上设置有换模钩组件一(501),换模钩组件一(501)连接有驱动组件一(511),换模钩组件一(501)能够沿靠近和远离包边机的方向移动,每个模具库(1)均设置有换模钩组件二(101),换模钩组件二(101)连接有驱动组件二(107),换模钩组件二(101)能够沿靠近和远离换模台车(5)的方向移动,还包括控制器,换模台车(5)、换模钩组件一(501)、驱动组件一(511)、换模钩组件二(101)和驱动组件二(107)均与控制器电连接。
2.如权利要求1所述的包边换模系统,其特征在于,换模台车(5)上还设置有支撑导轨一(507),支撑导轨一(507)的长度方向与换模钩组件一(501)的移动方向平行,支撑导轨一(507)上设置有滚轮,模具库(1)上还设置有支撑导轨二(104),支撑导轨二(104)的结构与支撑导轨一(507)的结构相同,支撑导轨二(104)的长度方向与换模钩组件二(101)的移动方向平行,换模台车(5)上还对称设置有导向轮(516),导向轮(516)位于模具两侧。
3.如权利要求2所述的包边换模系统,其特征在于,换模钩组件一(501)与换模钩组件二(101)的结构相同,均包括钩体(5011),钩体(5011)铰接在底座(5012)上,钩体(5011)能够上下摆动,钩体(5011)能够与模具连接,底座(5012)与驱动组件一(511)或驱动组件二(107)连接。
4.如权利要求3所述的包边换模系统,其特征在于,钩体(5011)的沟槽为矩形槽,钩体(5011)的前部设置有导向斜面,导向斜面远离底座(5012)的一端向上倾斜,导向斜面能够与模具上的挂模块外侧面相贴,钩体(5011)连接有脱钩气缸(506),脱钩气缸(506)能够带动钩体(5011)向上摆动,脱钩气缸(506)与控制器电连接。
5.如权利要求3所述的包边换模系统,其特征在于,模具库(1)对称设置在换模台车(5)两侧,换模台车(5)上设置有支撑导轨三(518),支撑导轨三(518)的长度方向与支撑导轨一(507)的长度方向垂直,支撑导轨一(507)能够升降,支撑导轨一(507)下降之后低于支撑导轨三(518),支撑导轨三(518)的长度方向与支撑导轨二(104)的长度方向平行,导向轮(516)能够上下升降。
6.如权利要求5所述的包边换模系统,其特征在于,换模台车(5)和模具库(1)上均设置有模具识别组件,模具识别组件均与控制器连接。
7.如权利要求6所述的包边换模系统,其特征在于,换模台车(5)和模具库(1)上均设置有换模钩传感器一(103),换模钩传感器一(103)能够检测钩体(5011)位置,换模钩传感器一(103)与控制器电连接。
8.如权利要求7所述的包边换模系统,其特征在于,换模台车(5)在地轨(9)上移动,还包括定位组件,定位组件包括位置判断器和锁紧气缸(509),锁紧气缸(509)设置在换模台车(5)上,锁紧气缸(509)能够锁紧在地轨(9)上,位置判断器和锁紧气缸(509)均与控制器电连接,位置判断器能够判断支撑导轨三(518)与支撑导轨二(104)是否对齐。
9.如权利要求1所述的包边换模系统,其特征在于,模具库(1)呈一字型排列,换模台车(5)位于包边机和模具库(1)之间,换模台车(5)的移动方向与模具库(1)的排列方向平行。
技术总结
本技术提供了一种包边换模系统及换模方法,涉及包边换模领域,采用的方案是:包括模具库,模具库至少有两个,还包括换模台车,换模台车设置在包边机一侧,换模台车能够沿模具库布置的方向移动,换模台车上设置有换模钩组件一,换模钩组件一连接有驱动组件一,换模钩组件一能够沿靠近和远离包边机的方向移动,模具库上均设置有换模钩组件二,换模钩组件二连接有驱动组件二,换模钩组件二能够沿靠近和远离换模台车的方向移动,还包括控制器,换模台车、换模钩组件一、驱动组件一、换模钩组件二和驱动组件二均与控制器电连接。本技术能够代替人工换模提升换模效率和安全性。
技术研发人员:王俊龙,孙科,侯腾飞,王祥雨,宫聃,杜晓
受保护的技术使用者:济南二机床新光机电有限公司
技术研发日:20231213
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!