模组焊接设备的制作方法
本技术涉及电池设备,特别涉及一种模组焊接设备。
背景技术:
1、动力电池在成组过程中需要将电芯的正负极通过汇流排进行焊接,从而实现各电芯之间的并联或串联。因此,在动力电池的生产过程中,需要反复多次地进行焊接操作。特别是随着新能源电动汽车的快速发展,大圆柱电芯逐步成为车用动力电池的主流趋势。而采用大圆柱电芯的模组所包含的电芯数量较多,从而生产过程中所需焊接的点位更多。
2、然而,现有的焊接设备在焊接过程中一般依靠压紧工装将汇流排压紧于电芯。每完成一批点位焊接,压紧工装便需要执行抬升、移动及下降的动作以切换至下一批点位。而在压紧工装抬升、移动及下降压紧的过程中,无法进行焊接。如此,将导致生产节拍难以提高,影响电池生产效率。
技术实现思路
1、基于此,有必要针对上述问题,提供一种能够提升生产节拍的模组焊接设备。
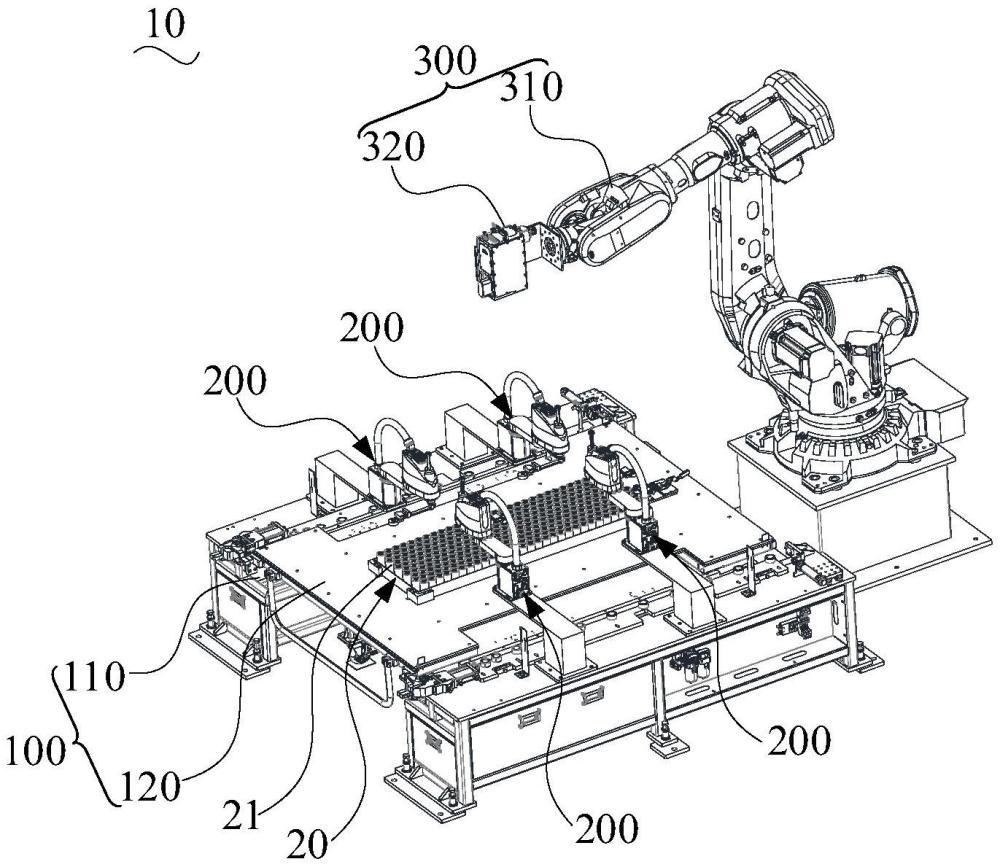
2、一种模组焊接设备,包括:
3、承载装置,用于承载待焊接模组,所述承载装置上设置有能够容纳待焊接模组的焊接工位;
4、多个压紧装置,每个所述压紧装置包括压紧驱动机构及压持件,且所述压持件能够在所述压紧驱动机构的驱使下动作,并依次压持承载于所述焊接工位的待焊接模组内的多个电芯;及
5、焊接装置,能够对由所述压持件压持的电芯进行焊接。
6、在其中一个实施例中,所述承载装置包括台车定位架及模组台车,所述台车定位架设置有台车通道,所述模组台车能够从所述台车通道移出以承载待焊接模组,并能够移入所述台车通道内以将所承载的待焊接模组送入所述焊接工位。
7、在其中一个实施例中,所述模组台车的表面设置有模组夹紧工装及多个模组限位块,所述模组夹紧工装能够将待焊接模组抵持于多个所述模组限位块。
8、在其中一个实施例中,多个所述模组限位块之间的相对位置可调。
9、在其中一个实施例中,所述台车通道在第一方向上的两侧设置有第一限位件,所述台车通道在第二方向的两侧分别设置有第二定位件及第二限位件,所述第一限位件能够沿所述第一方向抵持所述模组台车,所述模组台车在所述台车通道内能够沿所述第二方向移动至与所述第二定位件抵接,所述第二限位件能够将所述模组台车抵持于所述第二定位件,所述第一方向垂直于所述第二方向。
10、在其中一个实施例中,所述模组台车在所述第一方向的两侧设置有沿所述第二方向延伸的导向条,所述第一限位件设置为沿所述第二方向间隔设置的多个辊轮,所述辊轮能够抵接于所述导向条并相对于所述导向条滚动。
11、在其中一个实施例中,所述压紧装置还包括工装支架及除尘罩,所述工装支架安装于所述压紧驱动机构的移动端,所述压持件及所述除尘罩均设置于所述工装支架且所述除尘罩朝向所述压持件设置。
12、在其中一个实施例中,每个所述压紧装置均设置有一个所述压持件并能够同时压持一个电芯。
13、在其中一个实施例中,所述焊接工位相对的两侧分别设置有所述压紧装置,且两侧的所述压紧装置能够驱动所述压持件分别由第一起始位置及第二起始位置沿相同的轨迹移动,以依次压持多个电芯。
14、在其中一个实施例中,所述焊接装置包括焊接驱动机构及安装于所述焊接驱动机构的移动端的3d振镜。
15、上述模组焊接设备,多个压紧装置能够通过各自的压持件分别将不同的电芯与汇流排压紧。在焊接装置对由其中一个压紧装置压紧的电芯完成焊接后,便可转移至对由其他压紧装置压紧的电芯进行焊接。在这一过程中,已经完成焊接的电芯上的压持件则可在压紧驱动机构的驱动下移动,以对其他未进行焊接的电芯进行压持。依此循环,焊接装置则能够将多个电芯与汇流排依次焊接。而且,焊接装置能够交替对由多个压紧装置压持的电芯进行焊接,故等待时间可显著缩短,从而能够加快生产节拍,提升效率。
技术特征:
1.一种模组焊接设备,其特征在于,包括:
2.根据权利要求1所述的模组焊接设备,其特征在于,所述承载装置包括台车定位架及模组台车,所述台车定位架设置有台车通道,所述模组台车能够从所述台车通道移出以承载待焊接模组,并能够移入所述台车通道内以将所承载的待焊接模组送入所述焊接工位。
3.根据权利要求2所述的模组焊接设备,其特征在于,所述模组台车的表面设置有模组夹紧工装及多个模组限位块,所述模组夹紧工装能够将待焊接模组抵持于多个所述模组限位块。
4.根据权利要求3所述的模组焊接设备,其特征在于,多个所述模组限位块之间的相对位置可调。
5.根据权利要求2所述的模组焊接设备,其特征在于,所述台车通道在第一方向上的两侧设置有第一限位件,所述台车通道在第二方向的两侧分别设置有第二定位件及第二限位件,所述第一限位件能够沿所述第一方向抵持所述模组台车,所述模组台车在所述台车通道内能够沿所述第二方向移动至与所述第二定位件抵接,所述第二限位件能够将所述模组台车抵持于所述第二定位件,所述第一方向垂直于所述第二方向。
6.根据权利要求5所述的模组焊接设备,其特征在于,所述模组台车在所述第一方向的两侧设置有沿所述第二方向延伸的导向条,所述第一限位件设置为沿所述第二方向间隔设置的多个辊轮,所述辊轮能够抵接于所述导向条并相对于所述导向条滚动。
7.根据权利要求1所述的模组焊接设备,其特征在于,所述压紧装置还包括工装支架及除尘罩,所述工装支架安装于所述压紧驱动机构的移动端,所述压持件及所述除尘罩均设置于所述工装支架且所述除尘罩朝向所述压持件设置。
8.根据权利要求1所述的模组焊接设备,其特征在于,每个所述压紧装置均设置有一个所述压持件并能够同时压持一个电芯。
9.根据权利要求1所述的模组焊接设备,其特征在于,所述焊接工位相对的两侧分别设置有所述压紧装置,且两侧的所述压紧装置能够驱动所述压持件分别由第一起始位置及第二起始位置沿相同的轨迹移动,以依次压持多个电芯。
10.根据权利要求1所述的模组焊接设备,其特征在于,所述焊接装置包括焊接驱动机构及安装于所述焊接驱动机构的移动端的3d振镜。
技术总结
本技术涉及一种模组焊接设备,包括承载机构、多个压紧装置及焊接装置。每个压紧装置包括压紧驱动机构及压持件,且压持件能够在压紧驱动机构的驱使下动作,并依次压持承载于焊接工位的待焊接模组内的多个电芯,从而将电芯与汇流排压紧。在焊接装置对由其中一个压紧装置压紧的电芯完成焊接后,便可转移至对由其他压紧装置压紧的电芯进行焊接。在这一过程中,已经完成焊接的电芯上的压持件则可在压紧驱动机构的驱动下移动,以对其他未进行焊接的电芯进行压持。依此循环,焊接装置则能够将多个电芯与汇流排依次焊接。而且,焊接装置能够交替对由多个压紧装置压持的电芯进行焊接,故等待时间可显著缩短,从而能够加快生产节拍,提升效率。
技术研发人员:陶顺武,李元鹏,王康平
受保护的技术使用者:兰钧新能源科技有限公司
技术研发日:20231213
技术公布日:2024/11/7
- 还没有人留言评论。精彩留言会获得点赞!