一种直角清根铣削加工的刀具的制作方法
本技术涉及机械加工刀具,尤其涉及一种直角清根铣削加工的刀具。
背景技术:
1、结合图1所示,该正方体零件的一角位置处具备直角缺口,该直角缺口具备底面101,第一侧壁102以及第二侧壁103;第一侧壁102垂直于底面101,并在交汇处形成棱边b;第二侧壁103垂直于底面101,并在交汇处形成棱边a;第一侧壁102与第二侧壁103相互垂直,并在交汇处形成棱边a。a、b、c三处棱边位置在加工时需要清根。
2、该直角缺口采用如果采用铣加工,由于刀具是圆柱形,只能加工至图2状态。c处无法加工成直角,且a、b、c三处根部的交汇处也无法加工成直角。
3、目前铣削加工中,零件清根一致是困扰铣削加工的问题,刀具由于结构限制,无法对直角根部进行清根加工。只能再用钳工清根或者电火花加工的方式进行清根。采用电火花加工效率低,还需要制造专门的电极。
4、采用钳工手工清根的方式,如公开号为cn115041738a的专利申请公开了一种钳工用铝合金矩形盲槽侧直角快速清根刀具,通过制造专用刀具进行清根。但是存在专用刀具制造麻烦的问题,且采用手工清根的方式工作效率低。
技术实现思路
1、本实用新型的主要目的是提出一种直角清根铣削加工的刀具,旨在解决上述技术问题。
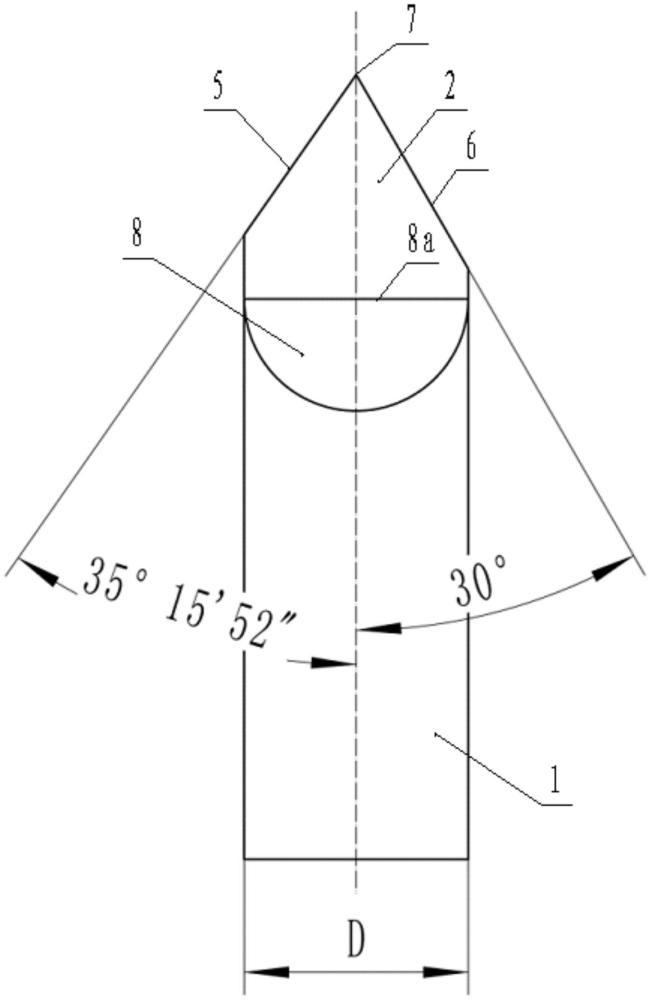
2、为实现上述目的,本实用新型提出一种直角清根铣削加工的刀具,包括圆柱形的刀杆、该刀杆的一端设置为刀头,刀头具备前刀面、主后面和副后面;前刀面与主后面交汇形成主切削刃;前刀面与副后面交汇形成副切削刃;前刀面、主后面、副后面三者交汇处形成刀尖;刀杆的轴心线与前刀面重合,且刀尖位于刀杆的轴心线上;主切削刃、副切削刃分别与刀杆的轴心线形成的夹角均≤40°。
3、优选的,所述前刀面与刀杆的外周面之间采用斜面过渡;该斜面与所述前刀面形成的交线垂直于刀杆的轴心线。
4、优选的,所述斜面与所述前刀面形成的交线与所述主切削刃、副切削刃均无交点。
5、优选的,所述斜面与所述前刀面的夹角为135度。
6、优选的,所述主切削刃与所述刀杆的轴心线形成的夹角为35°15′52″。
7、优选的,所述副切削刃与所述刀杆的轴心线形成的夹角为30°。
8、由于采用了上述技术方案,本实用新型的有益效果如下:
9、(1)在本实用新型中,通过将刀杆的轴心线与前刀面重合,且刀尖位于刀杆的轴心线上,在利用该刀具在进行铣削时,刀尖始终位于刀具的旋转中心上,另外,由于主切削刃、副切削刃分别与刀杆的轴心线形成的夹角均≤40°,则主切削刃、副切削刃在前刀面上形成的夹角小于90度,因此可以利用该刀具来进行直角清根铣削加工。
10、(2)在本实用新型中,采用直角清根铣削加工的方式代替传统的钳工清根或者电火花加工的方式,加工效率高,清根速度快,且有利于保证清根质量。
11、(3)在本实用新型所提供的直角清根铣削加工的刀具中,且刀尖位于刀杆的轴心线上,在进行铣削加工时,有利于实现快速对刀。
技术特征:
1.一种直角清根铣削加工的刀具,包括圆柱形的刀杆(1)、该刀杆(1)的一端设置为刀头,其特征在于,刀头具备前刀面(2)、主后面(3)和副后面(4);
2.如权利要求1所述的一种直角清根铣削加工的刀具,其特征在于:所述前刀面(2)与刀杆(1)的外周面之间采用斜面(8)过渡;该斜面(8)与所述前刀面(2)形成的交线(8a)垂直于刀杆(1)的轴心线。
3.如权利要求2所述的一种直角清根铣削加工的刀具,其特征在于:所述斜面(8)与所述前刀面(2)的夹角为135度。
4.如权利要求2所述的一种直角清根铣削加工的刀具,其特征在于:所述斜面(8)与所述前刀面(2)形成的交线(8a)与所述主切削刃(5)、副切削刃(6)均无交点。
5.如权利要求1所述的一种直角清根铣削加工的刀具,其特征在于:所述主切削刃(5)与所述刀杆(1)的轴心线形成的夹角为35°15′52″。
6.如权利要求1所述的一种直角清根铣削加工的刀具,其特征在于:所述副切削刃(6)与所述刀杆(1)的轴心线形成的夹角为30°。
技术总结
一种直角清根铣削加工的刀具,该刀具包括圆柱形的刀杆、该刀杆的一端设置为刀头,刀头具备前刀面、主后面和副后面;前刀面与主后面交汇形成主切削刃;前刀面与副后面交汇形成副切削刃;前刀面、主后面、副后面三者交汇处形成刀尖;刀杆的轴心线与前刀面重合,且刀尖位于刀杆的轴心线上;主切削刃、副切削刃分别与刀杆的轴心线形成的夹角均≤40°。在本技术中,通过将刀杆的轴心线与前刀面重合,且刀尖位于刀杆的轴心线上,在利用该刀具在进行铣削时,刀尖始终位于刀具的旋转中心上,主切削刃、副切削刃在前刀面上形成的夹角小于90度,因此可以利用该刀具来进行直角清根铣削加工。
技术研发人员:何环
受保护的技术使用者:贵州航天南海科技有限责任公司
技术研发日:20231215
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!