一种金属板材加工用冲压模具的制作方法
本技术属于冲压模具相关领域,尤其涉及一种金属板材加工用冲压模具。
背景技术:
1、冲压加工是一种基于金属塑性变形基础上的金属加工工艺,通过模具和冲压设备对加工板料施加压力以是板材产生塑性形变达到预期形状获结构。
2、在金属板件的冲压过程中,因目标冲压的形状不同,导致模具与加工板料接触的位置与模具下压处倾斜角度均是不同的,这也就导致在冲压过程中可能会产生板料的滑动位移等问题,导致加工瑕疵的产生。
技术实现思路
1、本实用新型实施例的目的在于提供一种金属板材加工用冲压模具,旨在解决背景技术中提出的问题。
2、本实用新型实施例是这样实现的,一种金属板材加工用冲压模具,包括冲压组件,所述冲压组件包括由沿竖直方向运动的驱动机构驱动并做相向运动的模具机构,模具机构用于对加工材料件进行冲压成形,所述模具机构包括上冲压机构及相对应设置的下冲压机构;
3、所述上冲压机构,在两侧的位置处沿径向方向依次设有剪切件及缓冲夹持件,所述缓冲夹持件垂直于所述下冲压机构设置,所述缓冲夹持件由与上冲压机构固定连接的伸缩件及在伸缩件末端设置的夹持板构成;
4、所述下冲压机构,与所述剪切件对应设有剪切配合件,所述剪切件与所述剪切配合件用于配合以对加工材料进行切断,所述下冲压机构在所述剪切配合件的外侧与所述缓冲夹持件对应的位置处设有夹持配合台,当所述上冲压机构朝向所述下冲压机构运动时,所述夹持板与所述夹持配合台相抵。
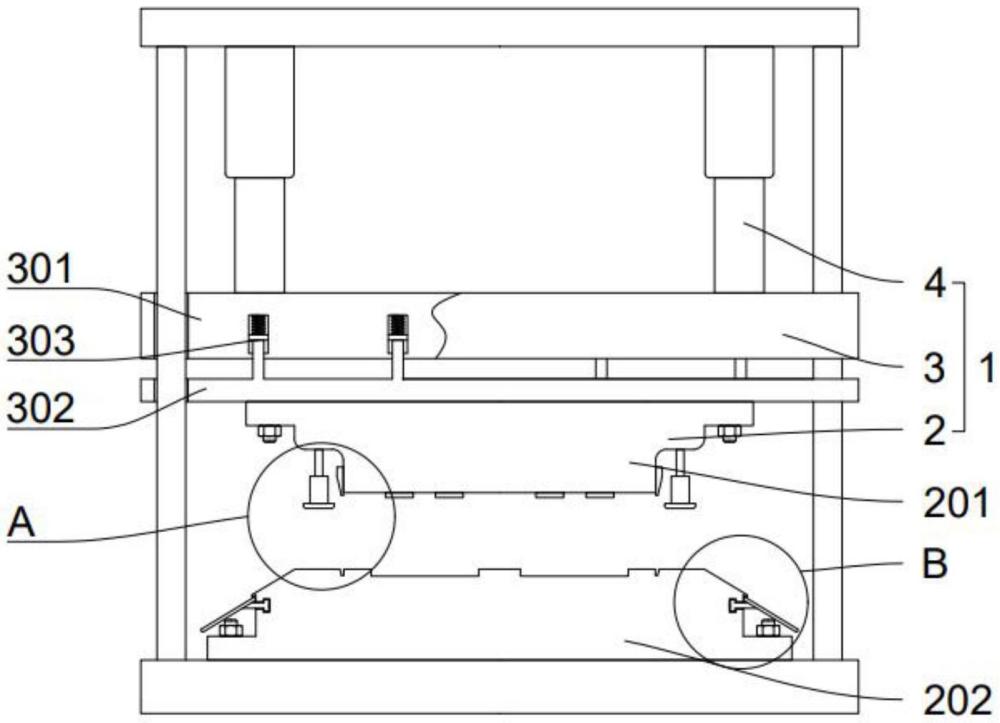
5、作为本实用新型的进一步方案:所述冲压组件还包括缓冲驱动机构;
6、所述缓冲驱动机构,包括用于固定安装所述上冲压机构的冲压安装件及与所述冲压安装件配合的缓冲基座;
7、所述冲压安装件,与所述下冲压机构间隔设置,所述上冲压机构在所述冲压安装件靠近所述下冲压机构的一侧固定安装;
8、所述缓冲基座,在所述冲压安装件远离所述上冲压机构的一侧与所述冲压安装件间隔设置,所述缓冲基座与所述冲压安装件间通过缓冲件连接,所述缓冲件用于使所述缓冲基座与所述冲压安装件间距离可变。
9、作为本实用新型的进一步方案:所述缓冲夹持件的伸缩阈值压力小于所述缓冲件的伸缩阈值,当所述缓冲夹持件与所述下冲压机构相抵且所述上冲压机构未与所述下冲压机构配合时,所述缓冲件则依然处于伸展状态。
10、作为本实用新型的进一步方案:所述下冲压机构在所述夹持配合台外侧的位置处还设有导料机构,所述导料机构包括在所述下冲压机构边缘位置处倾斜设置的导料坡,所述导料坡用于引导加工材料的切割角料滑落。
11、作为本实用新型的进一步方案:所述导料机构还包括在所述导料坡末端连接设置的导料板,所述导料板与所述下冲压机构滑动配合。
12、本实用新型实施例提供的一种金属板材加工用冲压模具,通过与冲压组件配合设置的剪切件及缓冲夹持件,可以有效的实现在冲压过程前对于加工材料慢速施加压力的夹持,从而可以解决部分模具因形状原因在冲压进行的过程中导致加工材料滑动偏移导致冲压件产生划痕等问题的发生。
技术特征:
1.一种金属板材加工用冲压模具,包括冲压组件,所述冲压组件包括由沿竖直方向运动的驱动机构驱动并做相向运动的模具机构,模具机构用于对加工材料件进行冲压成形,其特征在于,所述模具机构包括上冲压机构及相对应设置的下冲压机构;
2.根据权利要求1所述的金属板材加工用冲压模具,其特征在于,所述冲压组件还包括缓冲驱动机构;
3.根据权利要求2所述的金属板材加工用冲压模具,其特征在于,所述缓冲夹持件的伸缩阈值压力小于所述缓冲件的伸缩阈值,当所述缓冲夹持件与所述下冲压机构相抵且所述上冲压机构未与所述下冲压机构配合时,所述缓冲件则依然处于伸展状态。
4.根据权利要求1所述的金属板材加工用冲压模具,其特征在于,所述下冲压机构在所述夹持配合台外侧的位置处还设有导料机构,所述导料机构包括在所述下冲压机构边缘位置处倾斜设置的导料坡,所述导料坡用于引导加工材料的切割角料滑落。
5.根据权利要求4所述的金属板材加工用冲压模具,其特征在于,所述导料机构还包括在所述导料坡末端连接设置的导料板,所述导料板与所述下冲压机构滑动配合。
技术总结
本技术适用于冲压模具相关领域,提供了一种金属板材加工用冲压模具,包括冲压组件及构成冲压组件的模具机构,模具机构设有剪切件及缓冲夹持件;通过与冲压组件配合设置的剪切件及缓冲夹持件,可以有效的实现在冲压过程前对于加工材料慢速施加压力的夹持,从而可以解决部分模具因形状原因在冲压进行的过程中导致加工材料滑动偏移导致冲压件产生划痕等问题的发生。
技术研发人员:魏红兰
受保护的技术使用者:苏州西维特科技有限公司
技术研发日:20231218
技术公布日:2024/11/26
- 还没有人留言评论。精彩留言会获得点赞!