油缸焊接定位工装的制作方法
本技术涉及油缸制造,尤其涉及一种油缸焊接定位工装。
背景技术:
1、油缸是液压系统的关键组成部分,其生产过程中的安装精度对于整个系统的运行至关重要。
2、在缸筒结构的油嘴、安装板、油路支架等部件的人工焊接过程中,由于缸筒多为圆筒状,定位困难,因此需要通过划线、打锚点、拉卷尺测量、角度仪测量、点焊等一系列复杂操作来完成。这些操作不仅增加了焊接的难度,也大大降低了焊接效率。
3、此外,由于人工焊接作业中难以保证缸筒结构的可靠定位,不仅工作效率低,而且焊接精度往往难以得到保证。这不仅影响了油缸的质量,也可能对液压系统的稳定运行造成潜在威胁。因此,如何提高油缸生产过程中的焊接精度和效率,成为了当前亟待解决的问题。
技术实现思路
1、本实用新型提供一种油缸焊接定位工装,用以解决现有技术中人工焊接油缸的缸筒结构时,工作效率低且难以保证焊接精度的缺陷,实现提高油缸生产过程中的焊接精度和效率。
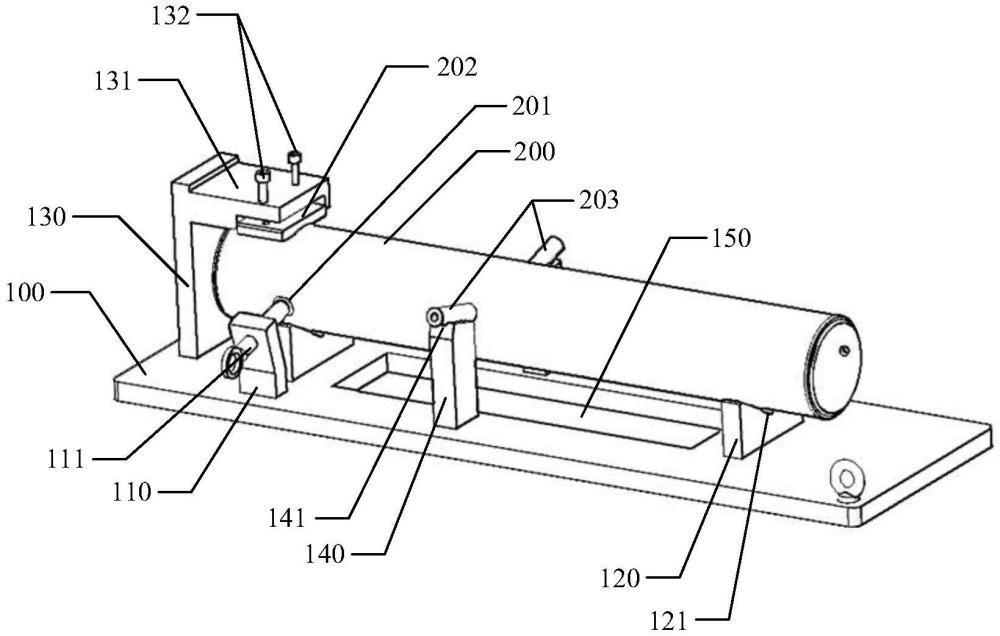
2、本实用新型提供一种油缸焊接定位工装,包括底板;所述底板上设置有定位基准座和至少两个间隔设置的支撑板;所述支撑板设置有第一定位槽,所述第一定位槽的槽口方向朝向上方,任意两个所述支撑板的第一定位槽在轴向方向上相互对齐;所述定位基准座设置于所述支撑板的一侧,所述定位基准座设置有定位销,所述定位销垂直于所述轴向方向;在缸筒结构定位于所述油缸焊接定位工装的情况下,所述轴向方向平行于所述缸筒结构的长度方向,所述缸筒结构支撑于所述第一定位槽,所述定位销插入所述缸筒结构的油嘴。
3、根据本实用新型提供的一种油缸焊接定位工装,所述底板上设置有轴向定位板;在所述缸筒结构定位于所述油缸焊接定位工装的情况下,所述轴向定位板在所述轴向方向上止挡于所述缸筒结构的一端。
4、根据本实用新型提供的一种油缸焊接定位工装,所述轴向定位板上设置有上定位块;所述上定位块位于其中一个所述支撑板的上方;所述上定位块上设置有能够靠近或远离所述支撑板的锁紧件。
5、根据本实用新型提供的一种油缸焊接定位工装,所述底板上设置有侧方定位块;所述侧方定位块的顶部设置有与所述缸筒结构的油路支架的形状相匹配的第二定位槽;两个所述侧方定位块之间的间距大于等于所述缸筒结构的直径。
6、根据本实用新型提供的一种油缸焊接定位工装,在所述轴向方向上,所述底板上设置有多个用于安装所述侧方定位块的安装位;或者,所述侧方定位块在所述轴向方向上移动安装于所述底板。
7、根据本实用新型提供的一种油缸焊接定位工装,所述定位基准座设置有安装孔;所述定位销移动安装于所述安装孔中。
8、根据本实用新型提供的一种油缸焊接定位工装,所述定位销设置有外螺纹,所述安装孔内设置有与所述外螺纹相匹配的内螺纹。
9、根据本实用新型提供的一种油缸焊接定位工装,所述定位销滑动配合于所述安装孔内;所述定位销与所述定位基准座之间设置有弹性件,所述弹性件施加于所述定位销的弹性力方向朝向所述缸筒结构。
10、根据本实用新型提供的一种油缸焊接定位工装,所述第一定位槽为v型槽,所述第一定位槽的槽口夹角大于等于90度。
11、根据本实用新型提供的一种油缸焊接定位工装,在所述支撑板之间,所述底板具有长型孔;所述长型孔的宽度大于等于所述缸筒结构的直径。
12、本实用新型提供的油缸焊接定位工装,通过定位基准座和支撑板的结构设计使得缸筒结构在轴向方向上得到稳定支撑,避免了因缸筒形状导致的定位困难问题。其中,定位销垂直于轴向方向,可以插入缸筒结构的油嘴,实现对缸筒结构的角度的精确定位。至少两个间隔设置的支撑板,通过槽口方向朝向上方的第一定位槽,实现了对圆筒状的缸筒结构的可靠支撑和限位。通过上述油缸焊接定位工装的设计,能够实现对缸筒结构的快速准确定位,从而通过降低缸筒结构的定位难度,可以有效提高油缸生产过程中的焊接精度和效率。
技术特征:
1.一种油缸焊接定位工装,其特征在于,包括底板(100);
2.根据权利要求1所述的油缸焊接定位工装,其特征在于,所述底板(100)上设置有轴向定位板(130);
3.根据权利要求2所述的油缸焊接定位工装,其特征在于,所述轴向定位板(130)上设置有上定位块(131);
4.根据权利要求1所述的油缸焊接定位工装,其特征在于,所述底板(100)上设置有侧方定位块(140);
5.根据权利要求4所述的油缸焊接定位工装,其特征在于,在所述轴向方向上,所述底板(100)上设置有多个用于安装所述侧方定位块(140)的安装位;
6.根据权利要求1-5中的任一项所述的油缸焊接定位工装,其特征在于,所述定位基准座(110)设置有安装孔(112);
7.根据权利要求6所述的油缸焊接定位工装,其特征在于,所述定位销(111)设置有外螺纹,所述安装孔(112)内设置有与所述外螺纹相匹配的内螺纹。
8.根据权利要求6所述的油缸焊接定位工装,其特征在于,所述定位销(111)滑动配合于所述安装孔(112)内;
9.根据权利要求1-5中的任一项所述的油缸焊接定位工装,其特征在于,所述第一定位槽(121)为v型槽,所述第一定位槽(121)的槽口夹角大于等于90度。
10.根据权利要求1-5中的任一项所述的油缸焊接定位工装,其特征在于,在所述支撑板(120)之间,所述底板(100)具有长型孔(150);
技术总结
本技术涉及油缸制造技术领域,提供一种油缸焊接定位工装,包括底板;底板上设置有定位基准座和至少两个间隔设置的支撑板;支撑板设置有第一定位槽,第一定位槽的槽口方向朝向上方,任意两个支撑板的第一定位槽在轴向方向上相互对齐;定位基准座设置于支撑板的一侧,定位基准座设置有定位销,定位销垂直于轴向方向;在缸筒结构定位于油缸焊接定位工装的情况下,轴向方向平行于缸筒结构的长度方向,缸筒结构支撑于第一定位槽,定位销插入缸筒结构的油嘴。根据本方案,能够通过降低缸筒结构的定位难度,实现提高油缸生产过程中的焊接精度和效率。
技术研发人员:周均果,王宇伟,李智军
受保护的技术使用者:娄底市中兴液压件有限公司
技术研发日:20231218
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!