一种直缝焊钢管的矫正加工装置的制作方法
本技术涉及直缝焊钢管矫正,具体为一种直缝焊钢管的矫正加工装置。
背景技术:
1、直缝焊钢管生产完毕后,由于口径较大,成型时容易产生不圆度,若不对钢管端口进行校圆,容易造成焊接接头的错边量过大,从而使整体部件报废,降低成品率,一些矫圆设备只能对同一直径的钢管进行矫圆,具有局限性,现有可能已经存在解决上述技术问题的技术方案,鉴于此,本案想要提供一个替换或者替代的技术方案。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种直缝焊钢管的矫正加工装置,解决了现有的直缝焊钢管生产完毕后,由于口径较大,成型时容易产生不圆度,若不对钢管端口进行校圆,容易造成焊接接头的错边量过大,从而使整体部件报废,降低成品率,一些矫圆设备只能对同一直径的钢管进行矫圆,具有局限性的技术问题。
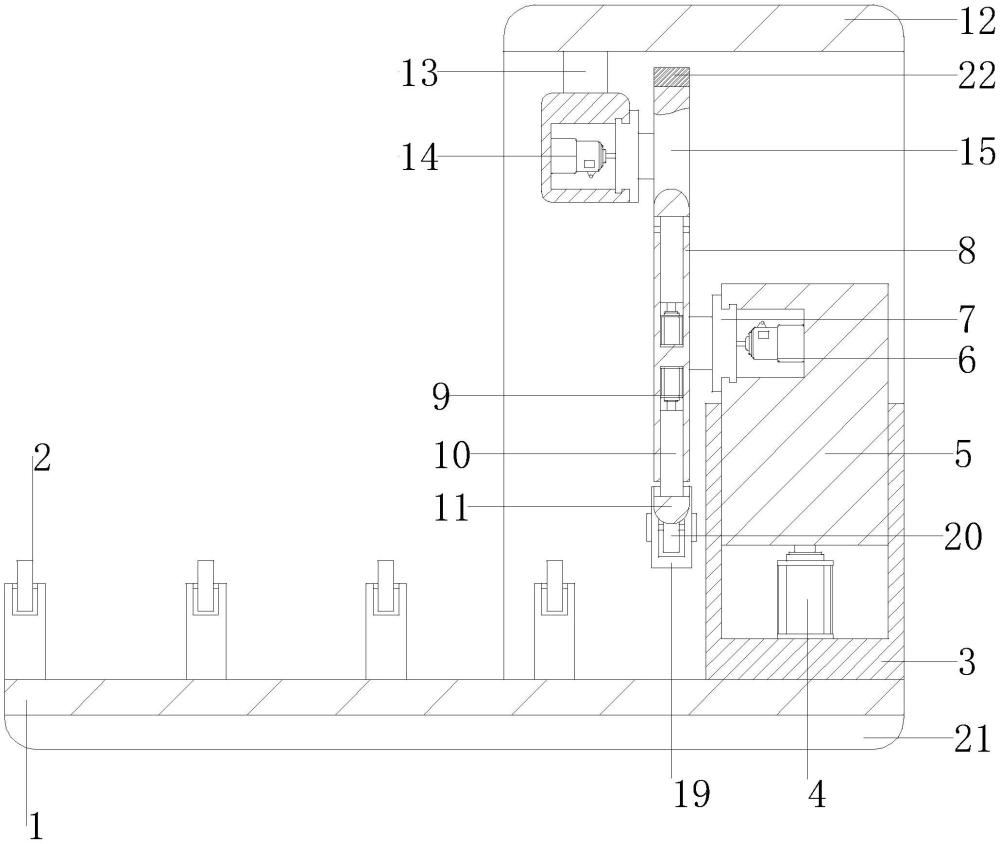
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种直缝焊钢管的矫正加工装置,包括安装板,所述安装板上装配有若干个支撑轮,所述安装板上并且位于若干个所述支撑轮一侧装配有工作台,所述工作台上壁内嵌装有两个液压缸,两个所述液压缸伸缩端上装配有承载台,所述承载台侧壁内嵌装有第一大扭矩电机,所述第一大扭矩电机驱动端上装配有连接板,所述连接板侧壁上装配有装配盘,所述装配盘内嵌装有四个气缸,每个所述气缸伸缩端上分别装配有顶柱,每个所述顶柱端面上分别装配有矫正顶板,所述安装板上并且位于工作台上方装配有辅助矫正结构。
3、优选的,所述辅助矫正结构包括,安装架,两个电动滑轨、两个第二大扭矩电机以及矫正轮;
4、所述安装架安置于安装板上并且位于工作台上方,两个所述电动滑轨安置于安装架横梁下壁上,两个所述第二大扭矩电机安置于两个所述电动滑轨移动端上,两个所述矫正轮安置于两个所述第二大扭矩电机驱动端上。
5、优选的,所述安装架两支腿相对壁上分别装配有安装柱,每个所述安装柱内分别嵌装有电动推杆,每个所述电动推杆伸缩端上分别装配有延展柱,每个所述延展柱端面上分别装配有扶持轮。
6、优选的,每个所述扶持轮上分别装配有橡胶圈。
7、优选的,所述安装板下壁上装配有橡胶层。
8、优选的,每个所述矫正轮上分别装配有耐磨圈。
9、有益效果
10、本实用新型提供了一种直缝焊钢管的矫正加工装置。具备以下有益效果:实现了对不同口径的直缝焊钢管的端口矫圆矫正,保持后续焊接的稳定性,提高成品率。
技术特征:
1.一种直缝焊钢管的矫正加工装置,包括安装板(1),其特征在于,所述安装板(1)上装配有若干个支撑轮(2),所述安装板(1)上并且位于若干个所述支撑轮(2)一侧装配有工作台(3),所述工作台(3)上壁内嵌装有两个液压缸(4),两个所述液压缸(4)伸缩端上装配有承载台(5),所述承载台(5)侧壁内嵌装有第一大扭矩电机(6),所述第一大扭矩电机(6)驱动端上装配有连接板(7),所述连接板(7)侧壁上装配有装配盘(8),所述装配盘(8)内嵌装有四个气缸(9),每个所述气缸(9)伸缩端上分别装配有顶柱(10),每个所述顶柱(10)端面上分别装配有矫正顶板(11),所述安装板(1)上并且位于工作台(3)上方装配有辅助矫正结构。
2.根据权利要求1所述的一种直缝焊钢管的矫正加工装置,其特征在于,所述辅助矫正结构包括,安装架(12),两个电动滑轨(13)、两个第二大扭矩电机(14)以及矫正轮(15);
3.根据权利要求2所述的一种直缝焊钢管的矫正加工装置,其特征在于,所述安装架(12)两支腿相对壁上分别装配有安装柱(16),每个所述安装柱(16)内分别嵌装有电动推杆(17),每个所述电动推杆(17)伸缩端上分别装配有延展柱(18),每个所述延展柱(18)端面上分别装配有扶持轮(19)。
4.根据权利要求3所述的一种直缝焊钢管的矫正加工装置,其特征在于,每个所述扶持轮(19)上分别装配有橡胶圈(20)。
5.根据权利要求1所述的一种直缝焊钢管的矫正加工装置,其特征在于,所述安装板(1)下壁上装配有橡胶层(21)。
6.根据权利要求2所述的一种直缝焊钢管的矫正加工装置,其特征在于,每个所述矫正轮(15)上分别装配有耐磨圈(22)。
技术总结
本技术公开了一种直缝焊钢管的矫正加工装置,包括安装板,所述安装板上装配有若干个支撑轮,所述安装板上并且位于若干个所述支撑轮一侧装配有工作台,所述工作台上壁内嵌装有两个液压缸,两个所述液压缸伸缩端上装配有承载台,所述承载台侧壁内嵌装有第一大扭矩电机,所述第一大扭矩电机驱动端上装配有连接板,所述连接板侧壁上装配有装配盘,所述装配盘内嵌装有四个气缸,每个所述气缸伸缩端上分别装配有顶柱,本技术涉及直缝焊钢管矫正技术领域,实现了对不同口径的直缝焊钢管的端口矫圆矫正,保持后续焊接的稳定性,提高成品率。
技术研发人员:张领钟,付铁梁
受保护的技术使用者:天津市瑞发钢管制造有限公司
技术研发日:20231218
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!