一种复合成型钻的制作方法
本技术涉及一种复合成型钻。
背景技术:
1、刀具适用于汽车零部件、工程机械等行业,应用于有粗糙度要求的复杂成型孔(图6),工艺由之前的成型钻粗加工加成型铰刀精加工,两次加工调整为一次加工完成。经检索,专利:一种复合钻成型铣刀(201620249389.8),包括均为圆柱体结构的柄部和钻身,柄部的直径大于钻身的直径,柄部、钻身及圆柱体结构的过渡段依次同轴连接,过渡段的直径小于钻身的直径;过渡段、圆锥台及圆柱体结构的钻头段依次同轴连接,钻头段的下端收缩成钻头结构;钻头段的直径作为被加工的法兰铆钉孔直径,圆锥台的侧面与中轴线的夹角作为被加工的法兰铆钉孔的倒角,钻身的直径作为成型铣刀的外径,而过渡段的直径小于所述成型铣刀的内径;从钻头结构的顶点开始沿轴向加工有途径钻头段、圆锥台、过渡段及钻身表面且连续的排屑槽;钻身的下端截面上设置有一圈式的上述成型铣刀,该成型铣刀的中轴线与钻身的中轴线重合。
2、加工方式效率低,存在以下问题:
3、1、常规的加工方式想要达到孔壁和轮廓面ra1.6的粗糙度,工艺上需要先两刃成型钻粗加工再六刃成型铰刀精加工,存在工艺复杂加工成本高的问题;
4、2、轮廓面多线段多角度组成,整个轮廓面长度较长,刀具加工容易出现瞬间阻力大问题,轮廓面容易出现振纹,造成粗糙度不良工件报废。
5、有鉴于上述的缺陷,本设计人,积极加以研究创新,以期创设一种新型结构的复合成型钻,使其更具有产业上的利用价值。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提供一种复合成型钻。
2、为实现上述目的,本实用新型采用如下技术方案:
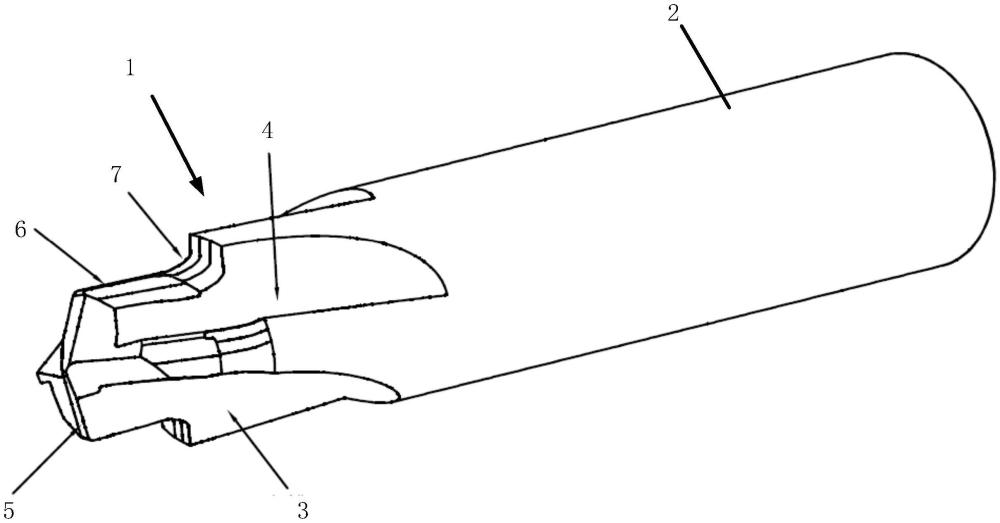
3、一种复合成型钻,包括切削刃段,与切削刃段相连接的避空段以及与避空段相连的夹持柄段,所述切削刃段上设有间隔的四条刃带,相邻的所述刃带之间设有排屑槽,其中,两条为主排屑槽,它们呈对角线设置,所述主排屑槽深度在0.3~0.4*d,另外两条为副排屑槽,它们也呈对角线设置,所述副排屑槽的深度在0.45~0.5*d,所述切削刃段前端设有底刃,所述底刃的轴芯与切削刃段的轴芯在同一轴芯设置,向所述刃带后端延伸设有轮廓刃,所述轮廓刃的轴线与底刃的轴线之间设有偏角,偏角的角度为2°,所述轮廓刃的外侧设有修光刃,所述修光刃的轴芯与切削刃段的轴芯之间设有负芯距,负芯距的宽度为0.03mm,所述修光刃的宽度在0.02~0.06mm,所述修光刃的角度在1~3°。
4、优选地,所述的一种复合成型钻,所述修光刃的宽度在0.04mm。
5、优选地,所述的一种复合成型钻,所述修光刃的角度在2°。
6、优选地,所述的一种复合成型钻,所述副排屑槽的深度在0.5*d。
7、优选地,所述的一种复合成型钻,所述主排屑槽深度在0.4*d。
8、借由上述方案,本实用新型至少具有以下优点:
9、本实用新型通过四条刃带来平衡刃数,同时采用不角度的副排屑槽辣抑制振动,现复合成型钻可以一次加工成型,减少加工时长,降低工具费用并且可以稳定产品质量。
10、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,以下以本实用新型的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种复合成型钻,包括切削刃段(1),与切削刃段(1)相连接的避空段以及与避空段相连的夹持柄段(2),其特征在于:所述切削刃段(1)上设有间隔的四条刃带(6),相邻的所述刃带(6)之间设有排屑槽,其中,两条为主排屑槽(3),它们呈对角线设置,所述主排屑槽(3)深度在0.3~0.4*d,另外两条为副排屑槽(4),它们也呈对角线设置,所述副排屑槽(4)的深度在0.45~0.5*d,所述切削刃段(1)前端设有底刃(5),所述底刃(5)的轴芯与切削刃段(1)的轴芯在同一轴芯设置,向所述刃带(6)后端延伸设有轮廓刃(7),所述轮廓刃(7)的轴线与底刃(5)的轴线之间设有偏角,偏角的角度为2°,所述轮廓刃(7)的外侧设有修光刃(8),所述修光刃(8)的轴芯与切削刃段(1)的轴芯之间设有负芯距,负芯距的宽度为0.03mm,所述修光刃(8)的宽度在0.02~0.06mm,所述修光刃(8)的角度在1~3°。
2.根据权利要求1所述的一种复合成型钻,其特征在于:所述修光刃(8)的宽度在0.04mm。
3.根据权利要求1或2所述的一种复合成型钻,其特征在于:所述修光刃(8)的角度在2°。
4.根据权利要求1所述的一种复合成型钻,其特征在于:所述副排屑槽(4)的深度在0.5*d。
5.根据权利要求1所述的一种复合成型钻,其特征在于:所述主排屑槽(3)深度在0.4*d。
6.根据权利要求1所述的一种复合成型钻,其特征在于:一副排屑槽(4)的角度大于另一副排屑槽(4)的角度。
技术总结
本技术涉及一种复合成型钻,包括切削刃段,与切削刃段相连接的避空段以及与避空段相连的夹持柄段,所述切削刃段上设有四条刃带,相邻的所述刃带之间设有四条排屑槽,其中,两条为主排屑槽,它们呈对角线设置,所述主排屑槽深度在0.3~0.4*D,另外两条为副排屑槽,它们也呈对角线设置,所述副排屑槽的深度在0.45~0.5*D,位于主排屑槽处的所述刃带前端设有底刃,四条所述刃带上设有轮廓刃,所述轮廓刃的轴线与底刃的轴线不在同一轴线设置,所述轮廓刃的外侧设有修光刃,所述修光刃的宽度在0.02~0.06mm,所述修光刃的角度在1~3°。本技术可以提高工作效率。
技术研发人员:汤咸贵,翟勇
受保护的技术使用者:恒裕融创切削技术(苏州)有限公司
技术研发日:20231220
技术公布日:2024/8/27
- 还没有人留言评论。精彩留言会获得点赞!