一种带块类零件辅助减震的自定心气动工装的制作方法
本技术属于机加工工装,涉及带块类零件辅助减震的自定心气动工装。
背景技术:
1、传统的工装定位装夹,每次需找正零件的对称中心,加工效率低;且对于中部有槽的零件进行铣面及钻孔加工时易产生振动,无法100%保证产品的位置度和孔径公差要求。
技术实现思路
1、本实用新型的目的在于提供一种带块类零件辅助减震的自定心气动工装,能解决上述的问题,且提高生产过程中的装夹效率和定位精度,保证产品的精度要求及质量的稳定性。
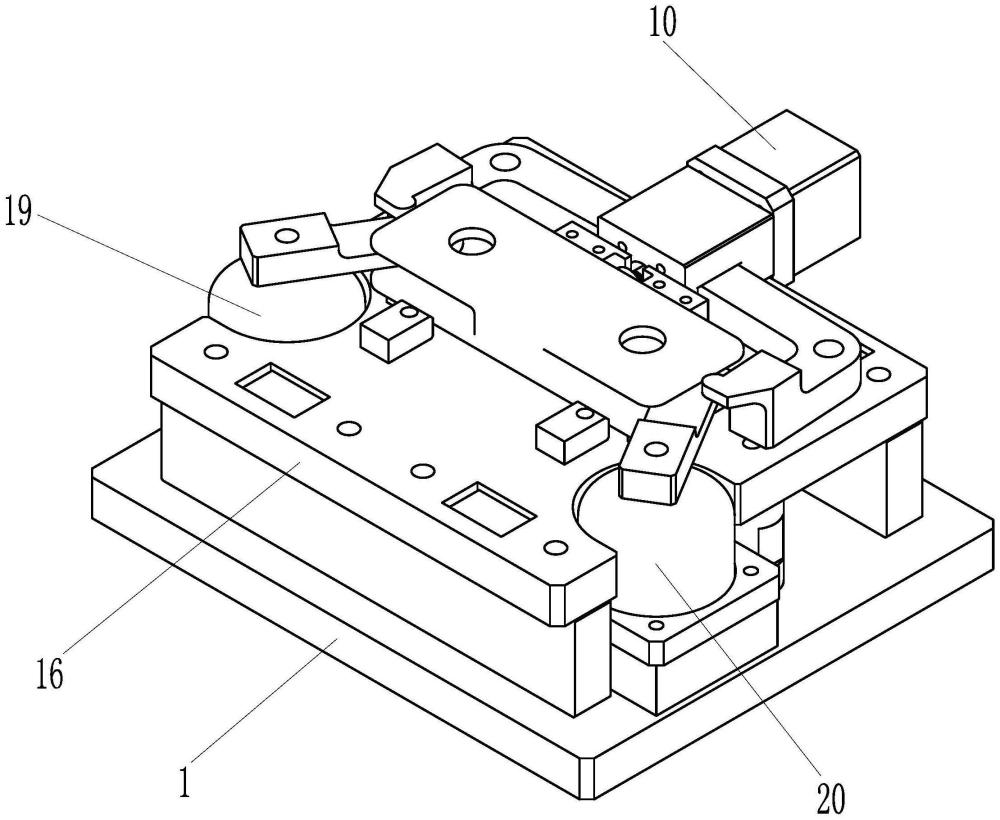
2、按照本实用新型提供的技术方案:一种带块类零件辅助减震的自定心气动工装,包括底板,底板上安装定位板,定位板上安装竖直定位块,竖直定位块两侧分别设有横向定位块和横向气缸,横向定位块安装在定位板上,横向气缸活塞杆朝向竖直定位块并安装横向顶块;竖直定位块另两侧设有自定心机构和压紧机构;自定心机构包括滑动座,滑动座在定位板上滑动,滑动座连接横向气缸,滑动座两侧设有左夹臂和右夹臂,左夹臂和右夹臂中部转动安装在定位板上,左夹臂和右夹臂一端在滑动座中滑动。
3、作为本实用新型的进一步改进,滑动座外侧通过过渡板连接横向气缸。
4、作为本实用新型的进一步改进,横向气缸活塞杆穿过滑动座后连接横向顶块。
5、作为本实用新型的进一步改进,左夹臂和右夹臂中部通过芯轴转动安装在定位板上。
6、作为本实用新型的进一步改进,滑动座中部设有通孔,滑动座两侧开有夹臂槽。
7、作为本实用新型的进一步改进,压紧机构包括左旋转角压紧气缸和右旋转角压紧气缸。
8、作为本实用新型的进一步改进,底板上通过支撑块组安装定位板,支撑块组位于底板上与定位板之间;支撑块组包括第一支撑块、第二支撑块、第三支撑块。
9、作为本实用新型的进一步改进,左旋转角压紧气缸和右旋转角压紧气缸位于第一支撑块、第二支撑块之间。
10、作为本实用新型的进一步改进,定位板上安装止退块。
11、作为本实用新型的进一步改进,止退块位于滑动座和竖直定位块之间。
12、本申请的积极进步效果在于:
13、本实用新型气缸控制压板替代手动夹紧,提高装夹效率;自定心机构实现自定心和辅助支撑作用,替代传统的手动找正过程,提高定位效率并防止加工振动的同时,保证定位的一致性;再通过转角压紧气缸控制压板,进而最终实现零件的快速稳定的定位和装夹过程。
技术特征:
1.一种带块类零件辅助减震的自定心气动工装,包括底板(1),其特征在于,底板(1)上安装定位板(16),定位板(16)上安装竖直定位块(14),竖直定位块(14)两侧分别设有横向定位块(15)和横向气缸(10),横向定位块(15)安装在定位板(16)上,横向气缸活塞杆(11)朝向竖直定位块(14)并安装横向顶块(13);竖直定位块(14)另两侧设有自定心机构和压紧机构;自定心机构包括滑动座(7),滑动座(7)在定位板(16)上滑动,滑动座(7)连接横向气缸(10),滑动座(7)两侧设有左夹臂(26)和右夹臂(24),左夹臂(26)和右夹臂(24)中部转动安装在定位板(16)上,左夹臂(26)和右夹臂(24)一端在滑动座(7)中滑动。
2.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,滑动座(7)外侧通过过渡板(8)连接横向气缸(10)。
3.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,横向气缸活塞杆(11)穿过滑动座(7)后连接横向顶块(13)。
4.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,左夹臂(26)和右夹臂(24)中部通过芯轴(25)转动安装在定位板(16)上。
5.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,滑动座(7)中部设有通孔,滑动座(7)两侧开有夹臂槽(7-1)。
6.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,压紧机构包括左旋转角压紧气缸(19)和右旋转角压紧气缸(20)。
7.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,底板(1)上通过支撑块组安装定位板(16),支撑块组位于底板(1)上与定位板(16)之间;支撑块组包括第一支撑块(2)、第二支撑块(3)、第三支撑块(4)。
8.如权利要求7所述的带块类零件辅助减震的自定心气动工装,其特征在于,左旋转角压紧气缸(19)和右旋转角压紧气缸(20)位于第一支撑块(2)、第二支撑块(3)之间。
9.如权利要求1所述的带块类零件辅助减震的自定心气动工装,其特征在于,定位板(16)上安装止退块(12)。
10.如权利要求9所述的带块类零件辅助减震的自定心气动工装,其特征在于,止退块(12)位于滑动座(7)和竖直定位块(14)之间。
技术总结
本技术涉及一种带块类零件辅助减震的自定心气动工装,包括底板,底板上安装定位板,定位板上安装竖直定位块,竖直定位块两侧分别设有横向定位块和横向气缸,横向定位块安装在定位板上,横向气缸活塞杆朝向竖直定位块并安装横向顶块;竖直定位块另两侧设有自定心机构和压紧机构;自定心机构包括滑动座。本技术气缸控制压板替代手动夹紧,提高装夹效率;自定心机构实现自定心和辅助支撑作用,替代传统的手动找正过程,提高定位效率并防止加工振动的同时,保证定位的一致性;再通过转角压紧气缸控制压板,进而最终实现零件的快速稳定的定位和装夹过程。
技术研发人员:赵巍
受保护的技术使用者:鹰普航空科技有限公司
技术研发日:20231219
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!