一种精密铝合金压铸产品切边模具的制作方法
本技术涉及模具领域,具体为一种精密铝合金压铸产品切边模具。
背景技术:
1、切边模具,是在冲压加工中,将铝合金材料加工成零件或半成品的一种特殊工艺设备。冲压,是在室温下,利用安装在油压冲床的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、铝合金产品压铸件在压铸完成后表面残留进料和排渣口,因此通常使用打磨方式去除,通磨抛光打磨机,用砂带通过打磨的方式加工去除产品表面多余进料排渣品残留,在打磨时,砂带会产会生大量粉尘,粉尘会危害工人身体健康,对工人健康和工厂都有巨大安隐患,另外,砂带打磨效率不高,人工成本高,打磨尺寸控制只能靠员工手感,无法保证产品尺寸精密度要求。
技术实现思路
1、为了克服现有技术方案的不足,本实用新型提供一种精密铝合金压铸产品切边模具,能有效的解决现有的方法采用砂带打磨产生大量粉尘以及人工无法保证产品尺寸精度的技术问题。
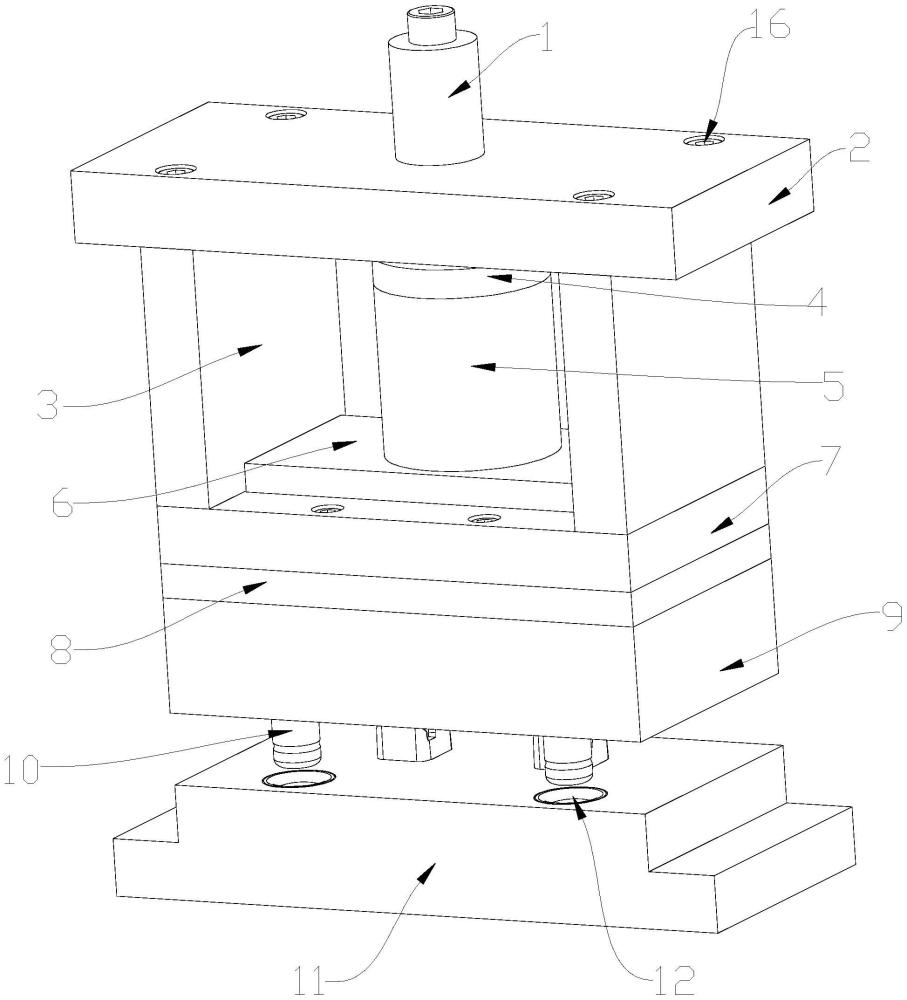
2、本实用新型解决其技术问题所采用的技术方案是:一种精密铝合金压铸产品切边模具,包括上模和下模板,所述上模与所述下模板相互配合,所述上模包括上固定板、设置于上固定板底部的支撑板和设置于支撑板底部的上模板,所述上模板的底部设置有冲针固定板,所述冲针固定板的底部设置有切料板,所述上模板的顶部设置有弹针压板,所述弹针压板的顶部设置有弹力胶和弹力胶压板,所述切料板的内部设置有弹块,所述弹块设置有弹针和冲针,所述弹针穿过所述切料板、冲针固定板和上模板并与弹针压板进行连接。
3、进一步地,所述上固定板的顶部固定设置有安装柱。
4、进一步地,所述上模板固定设置有导柱,所述导柱穿过所述冲针固定板和切料板,所述导柱延伸至切料板的底部。
5、进一步地,所述上固定板设置有若干螺柱,若干螺柱穿过所述支撑板和上模板,若干螺柱延伸至上模板的底部,若干螺柱用于将上固定板、支撑板和上模板进行连接。
6、进一步地,所述下模板设置有导套,所述导柱延伸至所述导套内部,所述导柱与所述导套进行适配。
7、进一步地,所述上模板设置有若干定位柱,若干定位柱穿过所述上模板、冲针固定板和切料板,所述定位柱用于将上模板、冲针固定板和切料板进行连接。
8、与现有技术相比,本实用新型的有益效果是:本实用新型一种精密铝合金压铸产品切边模具,通过切料板切除产品多余水口与披锋,通过上模板整体下降使得弹块被产品弹起,当上模板块整体回升时,弹块被弹针和弹力胶弹回,冲针随上模板下降冲产品孔位披锋,能够保证产品尺寸精度的同时,不会产生多余的粉尘。
技术特征:
1.一种精密铝合金压铸产品切边模具,包括上模和下模板,所述上模与所述下模板相互配合,所述上模包括上固定板、设置于上固定板底部的支撑板和设置于支撑板底部的上模板,所述上模板的底部设置有冲针固定板,所述冲针固定板的底部设置有切料板,所述上模板的顶部设置有弹针压板,其特征在于:所述弹针压板的顶部设置有弹力胶和弹力胶压板,所述切料板的内部设置有弹块,所述弹块设置有弹针和冲针,所述弹针穿过所述切料板、冲针固定板和上模板并与弹针压板进行连接。
2.根据权利要求1所述的一种精密铝合金压铸产品切边模具,其特征在于:所述上固定板的顶部固定设置有安装柱。
3.根据权利要求1所述的一种精密铝合金压铸产品切边模具,其特征在于:所述上模板固定设置有导柱,所述导柱穿过所述冲针固定板和切料板,所述导柱延伸至切料板的底部。
4.根据权利要求1-3任意一项所述的一种精密铝合金压铸产品切边模具,其特征在于:所述上固定板设置有若干螺柱,若干螺柱穿过所述支撑板和上模板,若干螺柱延伸至上模板的底部,若干螺柱用于将上固定板、支撑板和上模板进行连接。
5.根据权利要求3所述的一种精密铝合金压铸产品切边模具,其特征在于:所述下模板设置有导套,所述导柱延伸至所述导套内部,所述导柱与所述导套进行适配。
6.根据权利要求1-3任意一项所述的一种精密铝合金压铸产品切边模具,其特征在于:所述上模板设置有若干定位柱,若干定位柱穿过所述上模板、冲针固定板和切料板,所述定位柱用于将上模板、冲针固定板和切料板进行连接。
技术总结
本技术公开了模具领域的一种精密铝合金压铸产品切边模具,包括上模和下模板,所述上模与所述下模板相互配合,所述上模包括上固定板、设置于上固定板底部的支撑板和设置于支撑板底部的上模板,所述上模板的底部设置有冲针固定板,所述冲针固定板的底部设置有切料板,所述上模板的顶部设置有弹针压板,所述弹针压板的顶部设置有弹力胶和弹力胶压板,所述切料板的内部设置有弹块,所述弹块设置有弹针和冲针,所述弹针穿过所述切料板、冲针固定板和上模板并与弹针压板进行连接;本技术一种精密铝合金压铸产品切边模具,能够保证产品尺寸精度的同时,不会产生多余的粉尘。
技术研发人员:马志刚,向维雄,张华亮
受保护的技术使用者:东莞市鑫雄道科技有限公司
技术研发日:20231221
技术公布日:2024/10/17
- 还没有人留言评论。精彩留言会获得点赞!