一种自动攻丝装置的制作方法
本技术涉及风电管套,具体而言,涉及一种自动攻丝装置。
背景技术:
1、目前,风电管套在进行攻丝时,一般通过人工将需要攻丝的工件放入攻丝机,产品的成品率受人为因素的影响较大,且长时间的机械性劳作对于操作人员来说具有一定的安全隐患。
技术实现思路
1、为解决上述问题,本实用新型提供一种自动攻丝装置,可自动将工件置于攻丝机进行攻丝,得到攻丝后的产品成品率高、生产效率高,且避免了操作人员的安全隐患。
2、为此,本实用新型的目的在于提供一种自动攻丝装置。
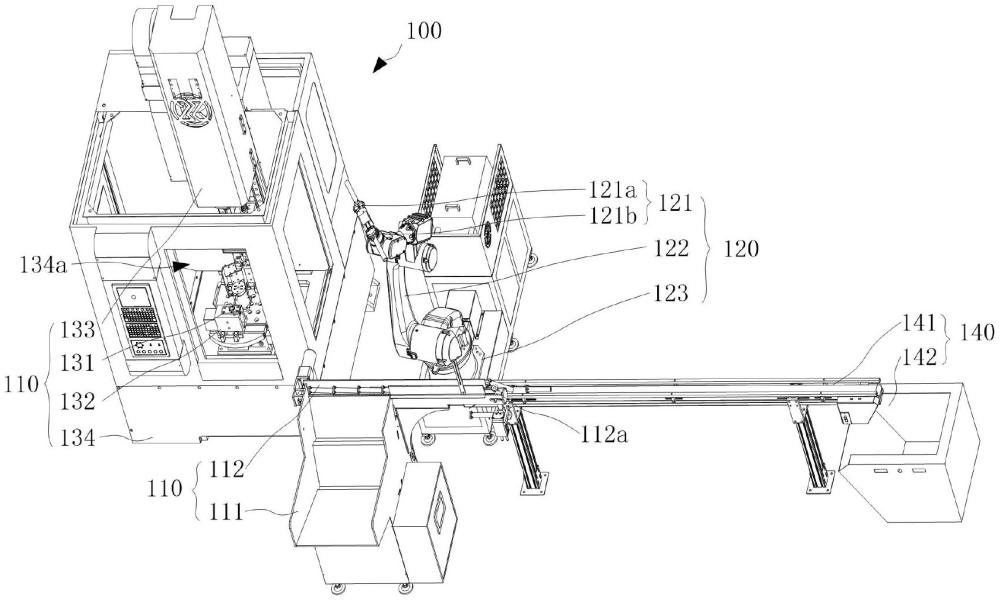
3、为实现本实用新型的目的,本实用新型的技术方案提供了一种自动攻丝装置,用于对风电管套工件攻丝加工,自动攻丝装置包括:进料组件,进料组件用于供工件筛选提升至抓取区域;机械臂组件,机械臂组件用于供抓取区域的工件抓取至加工区域;攻丝组件,攻丝组件用于在加工区域对工件进行攻丝加工;收料组件,收料组件用于在收料区域收集工件;其中,机械臂组件还用于供加工区域的工件抓取至收料区域。
4、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型针对风电管套工件进行攻丝加工,结合风电管套工件具有加工面不对称、攻丝的内孔较长的特点,通过进料组件将风电管道工件提升至抓取区域并通过加工面进行筛选分类,再由机械臂组件将抓取区域的工件抓取至加工区域,通过攻丝组件在加工区域对工件进行攻丝加工,最后通过机械臂组件将加工区域的工件抓取至收料区域,供收料组件在收料区域收集工件。加工过程无需操作人员与设备近距离接触,从源头避免了安全隐患,机械化程度高,产品成品率高、生产效率高。
5、在本实用新型的一个技术方案中,攻丝组件包括:夹持部,夹持部用于夹持定位工件;推动部,推动部位于第一加工区域或第二加工区域,用于供夹持部移动至第一加工区域或第二加工区域;攻丝部,攻丝部位于第二加工区域,用于对工件进行攻丝;其中,加工区域包括:第一加工区域、第二加工区域。
6、与现有技术相比,采用该技术方案所达到的技术效果:可以理解地,工件在进行攻丝时,由机械臂组件将其抓取至夹持部,此时夹持部位于第一加工区域,推动部将夹持固定工件的夹持部推动至第二加工区域,位于第二加工区域的攻丝部则对工件进行攻丝,当攻丝完成后,推动部再将在第二加工区域的攻丝部移动至第一加工区域便于机械臂组件进行抓取。相关技术中,工件在进行攻丝时一般置于水平或垂直位置,由于风电管套工件需要攻丝的轴向部位较长,攻丝产生的断屑也会相应的较多,因此本实用新型在夹持定位工件时,将工件置于垂直位置,便于将断屑排出;在攻丝部进行攻丝时,丝锥的定位与稳定是保证工件螺纹孔质量的关键,本实用新型加工区域包括:第一加工区域、第二加工区域,机械臂组件只在第一加工区域进行抓取工件的操作,有效避免机械臂组件误碰攻丝部。
7、在本实用新型的一个技术方案中,攻丝组件还包括:壳体,壳体形成容纳空间,用于供工件在容纳空间内进行攻丝加工,壳体包括:开口,开口设于壳体靠近第一加工区域的一侧。
8、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型攻丝组件包括容纳空间,攻丝组件可以在容纳空间内对工件进行攻丝加工,防止加工过程中异物的乱入,以及操作人员的误碰带来的安全隐患;本实用新型攻丝组件还包括开口,并在壳体设置开口,便于操作人员在工件攻丝加工时观察,且开口靠近第一加工区域的一侧,也使操作人员观察时更加安全。
9、在本实用新型的一个技术方案中,机械臂组件包括:抓夹部,抓夹部用于抓取工件;机械手臂,机械手臂的一端连接抓夹部;基座,机械手臂的另一端连接基座。
10、与现有技术相比,采用该技术方案所达到的技术效果:一般地,在工件进行攻丝时,需要加入攻丝润滑剂,且工作环境多为不规则的机械设备,若需通过人工将需要攻丝的工件放入攻丝机,操作人员则需要在这种工作环境下重复大量的机械操作,存在一定的安全问题,且随着工作时间和操作人员疲劳度的增加,操作的准度以及灵敏性稍有下降,成品率受人工影响大、生产效率有限。本实用新型机械臂组件实现了自动化攻丝,可以解放操作人员的双手,避免上述问题的发生。
11、在本实用新型的一个技术方案中,抓夹部包括:第一抓夹,第一抓夹的第一夹持孔内设有第一磁吸部件;第二抓夹,第二抓夹的第二夹持孔内设有第二磁吸部件;其中,第一抓夹和第二抓夹相对于机械手臂对称设置。
12、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型机械臂组件的抓夹包括第一抓夹和第二抓夹,且对称设置,增加了抓取的效率,且抓夹的夹持孔内设有磁吸部件,使得抓夹在抓取工件时更为牢靠。
13、在本实用新型的一个技术方案中,第一抓夹用于供抓取区域的工件抓取至第一加工区域;和/或第一抓夹用于供第一加工区域的工件抓取至收料区域。
14、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型的第一抓夹可以实现将抓取区域的工件抓取至第一加工区域,和/或实现将第一加工区域的工件抓取至收料区域,保证了在杂乱无序的工作环境内工件抓取的高效性和准确性。
15、在本实用新型的一个技术方案中,第二抓夹用于供抓取区域的工件抓取至第一加工区域;和/或第二抓夹用于供第一加工区域的工件抓取至收料区域。
16、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型的第二抓夹可以实现将抓取区域的工件抓取至第一加工区域,和/或实现将第一加工区域的工件抓取至收料区域,保证了在杂乱无序的工作环境内工件抓取的高效性和准确性。
17、在本实用新型的一个技术方案中,进料组件包括:提升部,提升部设有提升台阶,用于提升工件;进料轨道,进料轨道的一端连接提升台阶的顶部,另一端位于抓取区域;其中,进料轨道位于抓取区域的一端设有分料孔,用于对工件的加工面进行分料。
18、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型进料组件通过提升部、进料轨道及其分料孔,实现工件的提升与筛选,能够对物料精准分配,提升工件的输出高度,提高了自动化攻丝加工的稳定性与上料效率。
19、在本实用新型的一个技术方案中,收料组件包括:下料导轨,一端位于收料区域;料框,料框与下料轨道远离收料区域的另一端连接,用于收集工件。
20、与现有技术相比,采用该技术方案所达到的技术效果:本实用新型下料组件通过机械臂组件将攻丝后的工件从第一加工区域抓取至下料轨道一端的收料区域,再由下料轨道传送至至料框内,减少工件在下料时的磕碰,避免工件表面损毁的可能性,同时提高了风电管套工件攻丝的机械自动化程度、工作效率以及成品率。
技术特征:
1.一种自动攻丝装置,用于对风电管套工件攻丝加工,其特征在于,所述自动攻丝装置(100)包括:
2.根据权利要求1所述的自动攻丝装置,其特征在于,所述攻丝组件(130)包括:
3.根据权利要求2所述的自动攻丝装置,其特征在于,所述攻丝组件(130)还包括:
4.根据权利要求1至3中任一项所述的自动攻丝装置,其特征在于,所述机械臂组件(120)包括:
5.根据权利要求4所述的自动攻丝装置,其特征在于,所述抓夹部(121)包括:
6.根据权利要求5所述的自动攻丝装置,其特征在于,
7.根据权利要求6所述的自动攻丝装置,其特征在于,
8.根据权利要求4所述的自动攻丝装置,其特征在于,所述进料组件(110)包括:
9.根据权利要求4所述的自动攻丝装置,其特征在于,所述收料组件(140)包括:
技术总结
本技术提供了一种自动攻丝装置。本技术的一种自动攻丝装置,用于对风电管套工件攻丝加工,自动攻丝装置包括:进料组件,进料组件用于供工件筛选提升至抓取区域;机械臂组件,机械臂组件用于供抓取区域的工件抓取至加工区域;攻丝组件,攻丝组件用于在加工区域对工件进行攻丝加工;收料组件,收料组件用于在收料区域收集工件;其中,机械臂组件还用于供加工区域的工件抓取至收料区域。本技术的自动攻丝装置可自动将工件置于攻丝机进行攻丝,得到攻丝后的产品成品率高、生产效率高,且避免了操作人员的安全隐患。
技术研发人员:任豪,许盛锐
受保护的技术使用者:宁波大智机械科技股份有限公司
技术研发日:20231222
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!