一种配电柜箱体内紧固件的焊接定位装置的制作方法
本申请涉及配电柜箱体内紧固件的焊接,尤其涉及一种配电柜箱体内紧固件的焊接定位装置。
背景技术:
1、配电柜是用来安装和连接电气元件、部件和电线的设备,通常由外壳(箱体)、安装板及内部装配的各种电气配件组成。目前在配电柜箱体外壳加工完成后,在其内部装配电气配件之前,首先要对内壁进行紧固件的设置,紧固件通常为连接螺杆,具体结构图如说明书附图1-2所示,其根据电气配件的安装设计位置布设,用以对大尺寸的电气配件的连接定位及承重。而每个连接螺杆目前均通过人工逐次焊接在箱体内壁上,而后通过多个连接螺杆实现与电气配件上的连接孔位对应而实现紧固连接。
2、每个连接螺杆的具体焊接方式为:首先根据每个连接螺杆在箱体内壁上的焊接位置进行打点标记位置,而后人工一手持螺杆将其底端接触在打点位置处保证连接螺杆与箱体侧壁的垂直,而另一只手则握持焊枪对连接螺杆底部与箱体内壁的相接处进行环向焊接,从而实现单个连接螺杆的焊接操作,以此操作方式完成若干个连接螺杆的焊接。
3、如图1所示,由于箱体成型后的结构所限(如设置有多个门框,每个门框的开口较小),其对操作人员进入至箱体内进行连接螺杆的难度增加,而在该难度增加的基础上,因人为扶持连接螺杆的不稳定因素影响,使得在环向焊接的过程中,螺杆会发生左右偏斜而与箱体侧壁不垂直,使得相邻两个连接螺杆之间的间距相较于设计间距增大,在后期装配电气配件时不能实现孔位对正,需要进行偏斜螺杆的修正,而修正通常使用机械方式,如通过扳手驱使其恢复垂直状态,而在修正操作时,由于箱体侧壁壁厚通常较小,因而连接螺杆与箱体侧壁的焊接焊料较少,过大的修正力存在箱体侧壁的凹陷,以及连接螺杆与侧壁的脱落问题,需要重新进行连接螺杆的焊接,增加配电柜的装配周期。
4、以及在焊接的过程中,由于箱体侧壁表面光滑,还会造成连接螺杆的滑动偏移,同样影响后期电气配件的孔位对正和装配。
技术实现思路
1、针对上述存在的问题,本申请旨在提供一种配电柜箱体内紧固件的焊接定位装置,其能实现连接螺杆与箱体内壁的垂直定位,而后在进行焊接操作时,能避免连接螺杆与箱体内壁的偏斜而导致后续电气配件难以准确对位连接的问题,保证了连接螺杆焊接的位置精确性。
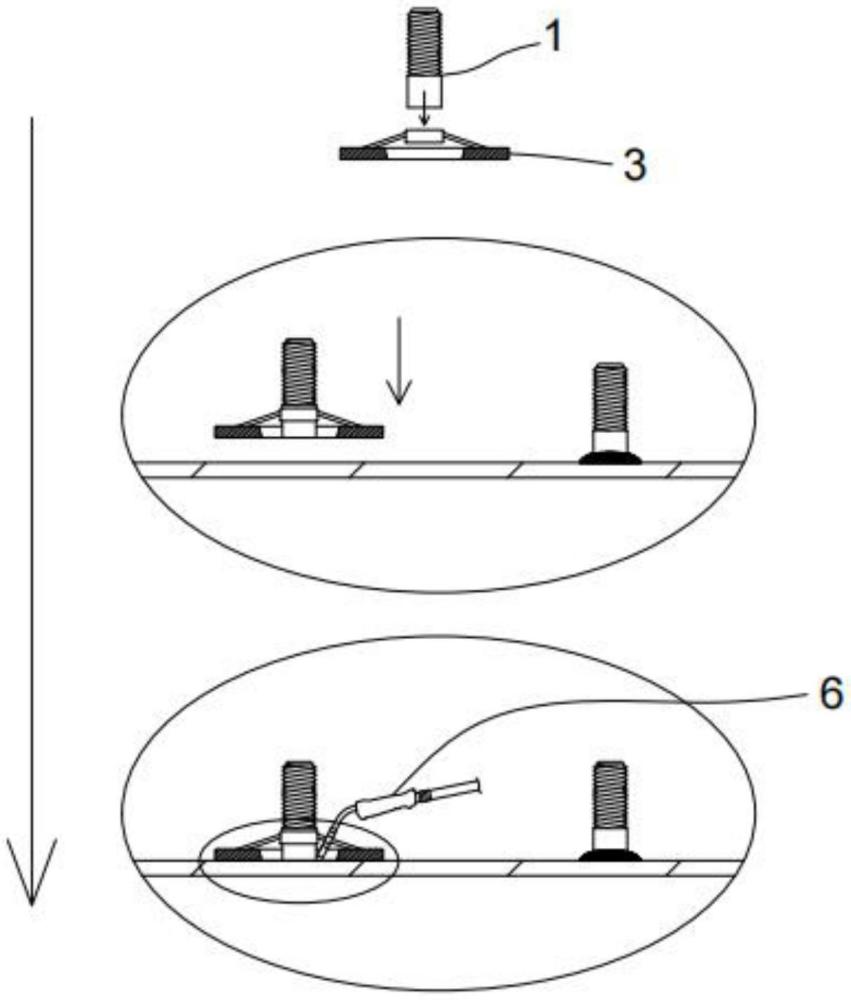
2、为了实现上述目的,本申请所采用的技术方案如下:一种配电柜箱体内紧固件的焊接定位装置,所述紧固件为连接螺杆,其特征在于:所述焊接定位装置包括与所述连接螺杆装配的螺杆定位部件,以及与该螺杆定位部件垂直连接且与配电柜箱体侧壁平贴的位置定位部件。
3、优选的,所述螺杆定位部件为套设在所述连接螺杆上的定位套筒,且所述连接螺杆的底侧伸出至定位套筒底端外侧一定长度。
4、优选的,所述位置定位部件为平贴在配电柜箱体侧壁上的定位板,在该定位板中部开设有大于连接螺杆外径的焊接口,所述定位套筒与定位板表面之间沿周向间距设置有连接杆,且所述定位套筒与所述焊接口同轴。
5、优选的,在所述定位板底面上嵌入有与配电柜箱体侧壁表面接触的防滑垫。
6、本申请的有益效果是:该焊接定位装置通过螺杆定位部件实现对连接螺杆的首先定位,解决目前人工徒手扶持存在的不稳定影响。而通过位置定位部件则可实现连接螺杆与箱体内壁的垂直定位,而后在进行焊接操作时,能避免连接螺杆与箱体内壁的偏斜而导致后续电气配件难以准确对位连接的问题,保证了连接螺杆焊接的位置精确性。
技术特征:
1.一种配电柜箱体内紧固件的焊接定位装置,所述紧固件为连接螺杆(1),其特征在于:所述焊接定位装置包括与所述连接螺杆(1)装配的螺杆定位部件,以及与该螺杆定位部件垂直连接且与配电柜箱体侧壁平贴的位置定位部件。
2.根据权利要求1所述的焊接定位装置,其特征在于:所述螺杆定位部件为套设在所述连接螺杆(1)上的定位套筒(2),且所述连接螺杆(1)的底侧伸出至定位套筒(2)底端外侧一定长度。
3.根据权利要求2所述的焊接定位装置,其特征在于:所述位置定位部件为平贴在配电柜箱体侧壁上的定位板(3),在该定位板(3)中部开设有大于连接螺杆(1)外径的焊接口(3a),所述定位套筒(2)与定位板(3)表面之间沿周向间距设置有连接杆(4),且所述定位套筒(2)与所述焊接口(3a)同轴。
4.根据权利要求3所述的焊接定位装置,其特征在于:在所述定位板(3)底面上嵌入有与配电柜箱体侧壁表面接触的防滑垫(5)。
技术总结
本申请公开了一种配电柜箱体内紧固件的焊接定位装置,其包括与连接螺杆装配的螺杆定位部件,以及与该螺杆定位部件垂直连接且与配电柜箱体侧壁平贴的位置定位部件。而螺杆定位部件为套设在连接螺杆上的定位套筒,位置定位部件为平贴在配电柜箱体侧壁上的定位板,在该定位板中部开设有大于连接螺杆外径的焊接口。该焊接定位装置通过螺杆定位部件实现对连接螺杆的首先定位,解决目前人工徒手扶持存在的不稳定影响。而通过位置定位部件则可实现连接螺杆与箱体内壁的垂直定位,而后在进行焊接操作时,能避免连接螺杆与箱体内壁的偏斜而导致后续电气配件难以准确对位连接的问题,保证了连接螺杆焊接的位置精确性。
技术研发人员:刘旦旦,包星星,缑玉霞
受保护的技术使用者:天水程达电气有限公司
技术研发日:20231225
技术公布日:2024/11/28
- 还没有人留言评论。精彩留言会获得点赞!