一种多工位夹持工装的制作方法
本技术涉及夹持工具,尤其涉及一种多工位夹持工装。
背景技术:
1、工件在进行外观加工时,需要将工件进行固定,但由于工件进行加工时,对受到的切削力,较大的切削力会使工件产生移动,致使现有的定位被破坏,因此现有的夹持工具会加大对工件的夹持力度,以解决工件在加工过程中出现移动的问题,由于夹持力度的加大,导致现有的夹持工具一次只能夹持一个工件,每次对工件加工完毕后,都需要工作人员将一个新的工件安装到夹持工具上,并且每次安装完毕后均需要对工件进行对准工作,不仅工件加工效率相对较低,且工作人员工作强度大。
2、因此,亟需一种多工位夹持工装,以解决上述技术问题。
技术实现思路
1、本实用新型的目的在于提供一种多工位夹持工装,能够一次性夹持多个工件,同时夹持力度高,确保每个被夹持的工件均不会出现位置移动的情况,不需要人工多次对准,提高工件加工效率快,且能降低工作人员工作强度。
2、为达此目的,本实用新型采用以下技术方案:
3、一种多工位夹持工装,包括:
4、底板;
5、两个固定件,固定连接于所述底板相对的两个边侧,所述固定件上间隔设置有多个第一挡板;
6、移动件,置于两个所述固定件之间,所述移动件活动连接于所述底板,所述移动件上与所述固定件相对的两个端面分别设有多个第二挡板,多个所述第二挡板间隔设置,所述第二挡板与所述第一挡板相对设置,多个所述第二挡板与多个所述第一挡板均存有间隔,以形成多个放置工件的容纳腔;
7、锁紧板,固定于所述底边的边侧且与所述固定件相互连接,所述锁紧板上设有安装孔,所述安装孔设有内螺纹;
8、锁紧件,穿过所述安装孔并与所述移动件连接,所述锁紧件上设置有外螺纹。
9、作为多工位夹持工装的优选技术方案,所述底板上设置有第一导向部,所述移动件的底面设置有第二导向部,所述第一导向部和所述第二导向部两者中其一为导轨,另一为导槽。
10、作为多工位夹持工装的优选技术方案,所述多工位夹持工装还包括复位组件,所述复位组件包括立板和弹性件,所述立板设置于所述底板的边侧且与所述锁紧板相对,所述弹性件连接于所述立板与所述移动件之间。
11、作为多工位夹持工装的优选技术方案,所述弹性件为弹簧。
12、作为多工位夹持工装的优选技术方案,所述复位组件还包括支撑杆,所述立板上设有贯穿孔,所述移动件与所述立板相对的端面设有插入孔,所述插入孔与所述贯穿孔相对,所述支撑杆穿过所述贯穿孔和所述弹簧并置于所述插入孔内,所述插入孔直径大于所述支撑杆直径。
13、作为多工位夹持工装的优选技术方案,所述多工位夹持工装还包括至少一个定位件,所述锁紧板上设有第一定位孔,所述移动件与所述锁紧板相对的端面上设有第二定位孔,所述第二定位孔与所述第一定位孔相对设置,所述第二定位孔内部具有定位面,所述定位件穿过所述第一定位孔并与所述定位面相抵接或分离。
14、作为多工位夹持工装的优选技术方案,所述多工位夹持工装还包括多个弹性棒,所述弹性棒放置于所述容纳腔的边角位置。
15、作为多工位夹持工装的优选技术方案,所述移动件包括本体和两个定位板,两个所述定位板分别与两个所述固定件相对设置,所述第二挡板设置于所述定位板上,所述定位板与所述本体能够拆卸连接。
16、作为多工位夹持工装的优选技术方案,所述本体设有定位柱,所述定位板上对应设置有对插孔,所述定位柱能够插入于所述对插孔内。
17、作为多工位夹持工装的优选技术方案,所述锁紧件上设置有凸出部。
18、本实用新型的有益效果为:
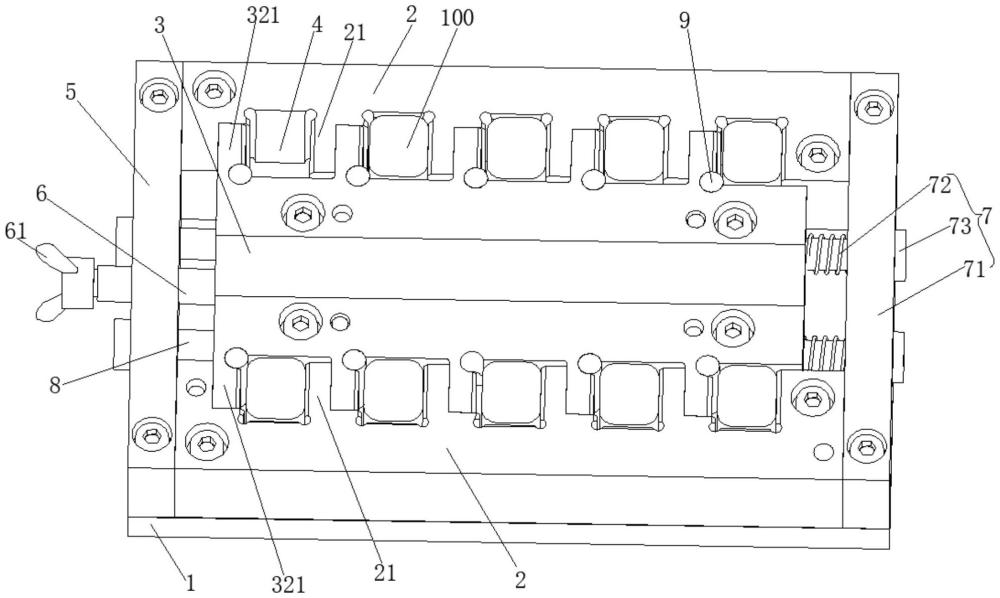
19、本实用新型提供的多工位夹持工装,包括底板、两个固定件、移动件、锁紧板和锁紧件,两个固定件固定连接在底板相对的两侧,并且在固定件上间隔设置有多根第一挡板,移动件位于相对的两个固定件之间,移动件活动连接于底板上,并且在移动件与固定件相对的两个端面上分别设置有多个第二挡板,多个第二单板间隔设置,第二挡板的侧面与第一挡板的侧面相对,并且多个第一挡板与多个第二挡板之间均存有间隔,第一挡板与第二挡板用于放置工件,以此形成放置工件的容纳腔,由于移动件活动连接于底板上,当移动件在底板上运动时,移动件上的第二挡板逐渐向第一挡板靠近,实现对工件进行夹紧,由于第一挡板和第二挡板均设置有多根,因此便能够形成放置工件的容纳空间,当第一挡板靠近第二挡板时,能够实现一次性夹持多个工件,省去了现有技术中每个工件加工完毕后人工替换的工作,降低工作人员的工作强度;锁紧板固定安装在底板的侧边并且与固定件相互连接,在锁紧板上设有安装孔,并且安装孔内设置有内螺纹,锁紧件穿过安装孔并与移动件连接,在锁紧件上设有外螺纹,在正向拧动锁紧件时,会使锁紧件在安装孔内向前运动,并推动移动件运动,使多根第二挡板靠近与其相对的第一挡板夹紧工件,同时锁紧件和锁紧板采用螺纹连接的方式锁定,结构稳定,移动件不会相对底板产生移动,如此便能够确保多工位夹持工装对多个工件的夹持力度,避免出现工件在加工过程中出现移动的情况,保证工件后续加工的加工精度。
技术特征:
1.一种多工位夹持工装,其特征在于,包括:
2.根据权利要求1所述的多工位夹持工装,其特征在于,所述底板(1)上设置有第一导向部,所述移动件(3)的底面设置有第二导向部,所述第一导向部和所述第二导向部两者中其一为导轨,另一为导槽。
3.根据权利要求1所述的多工位夹持工装,其特征在于,所述多工位夹持工装还包括复位组件(7),所述复位组件(7)包括立板(71)和弹性件(72),所述立板(71)设置于所述底板(1)的边侧且与所述锁紧板(5)相对,所述弹性件(72)连接于所述立板(71)与所述移动件(3)之间。
4.根据权利要求3所述的多工位夹持工装,其特征在于,所述弹性件(72)为弹簧。
5.根据权利要求4所述的多工位夹持工装,其特征在于,所述复位组件(7)还包括支撑杆(73),所述立板(71)上设有贯穿孔,所述移动件(3)与所述立板(71)相对的端面设有插入孔,所述插入孔与所述贯穿孔相对,所述支撑杆(73)穿过所述贯穿孔和所述弹簧并置于所述插入孔内,所述插入孔直径大于所述支撑杆(73)直径。
6.根据权利要求1所述的多工位夹持工装,其特征在于,所述多工位夹持工装还包括至少一个定位件(8),所述锁紧板(5)上设有第一定位孔,所述移动件(3)与所述锁紧板(5)相对的端面上设有第二定位孔,所述第二定位孔与所述第一定位孔相对设置,所述第二定位孔内部具有定位面,所述定位件(8)穿过所述第一定位孔并与所述定位面相抵接或分离。
7.根据权利要求1所述的多工位夹持工装,其特征在于,所述多工位夹持工装还包括多个弹性棒(9),所述弹性棒(9)放置于所述容纳腔(4)的边角位置。
8.根据权利要求1所述的多工位夹持工装,其特征在于,所述移动件(3)包括本体(31)和两个定位板(32),两个所述定位板(32)分别与两个所述固定件(2)相对设置,所述第二挡板(321)设置于所述定位板(32)上,所述定位板(32)与所述本体(31)能够拆卸连接。
9.根据权利要求8所述的多工位夹持工装,其特征在于,所述本体(31)设有定位柱(311),所述定位板(32)上对应设置有对插孔(322),所述定位柱(311)能够插入于所述对插孔(322)内。
10.根据权利要求1所述的多工位夹持工装,其特征在于,所述锁紧件(6)上设置有凸出部(61)。
技术总结
本技术属于夹持工具技术领域,公开了一种多工位夹持工装,包括底板、两个固定件、移动件、锁紧板和锁紧件,固定件固定连接于底板相对的两边侧,固定件上间隔设有多个第一挡板,移动件位于两个固定件之间,且活动连接于底板,移动件与固定件相对的两个端面分别设有多个间隔的第二挡板,第二挡板与第一挡板相对,多个第二挡板与多个第一挡板均存有间隔,形成多个放置工件的容纳腔,锁紧板固定于底板的边侧且与固定件相连接,锁紧板上设有安装孔,安装孔设有内螺纹,锁紧件穿过安装孔并与移动件连接,锁紧件上设有外螺纹。本技术的多工位夹持工装,能够一次性夹持多个工件,夹持力度高,提高工件加工效率。
技术研发人员:郑洁彩,颜知明
受保护的技术使用者:惠州铂科磁材有限公司
技术研发日:20231227
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!