上下合盖组装设备及组装生产线的制作方法
本申请涉及生产组装设备,具体地,涉及一种上下合盖组装设备及组装生产线。
背景技术:
1、随着工业的发展,很多行业产品均向全自动化靠拢,提供生产效率。例如电器模块上下合盖后锁紧,通常采用传统的手工安装,需要人工从上一个工位搬运到下一个工位进行安装。然而,采用人工锁螺丝,人工安装效率较低,安装易出错,稳定性差,成本高。
技术实现思路
1、本申请的目的在于提供一种上下合盖组装设备及组装生产线,用以解决现有技术中人工安装效率较低,安装易出错,稳定性差,成本高的问题。
2、为达上述目的,第一方面,本申请提供了一种上下合盖组装设备,包括:
3、工作平台,设有组装工位和供料工位,
4、停料机构,设置于所述组装工位,用于定位物料托盘,所述物料托盘上放置有待组装的上盖和下盖;
5、螺丝供料器,设置于所述供料工位;
6、组装机械手,设置于所述工作平台,所述组装机械手上设有电批头组件和吸嘴组件,所述组装机械手用于驱动所述电批头组件和所述吸嘴组件在所述供料工位与所述组装工位之间移动;
7、压紧机构,设置于所述组装工位并用于压合所述上盖和所述下盖;和
8、控制器,用于协调控制所述停料机构、所述螺丝供料器、所述组装机械手及所述压紧机构。
9、作为上述技术方案的进一步改进:
10、在一种可能的实施方式中,所述上下合盖组装设备还包括输送线,所述输送线用于向所述组装工位输送所述物料托盘,所述停料机构用于将所述物料托盘悬停定位在所述输送线上方。
11、在一种可能的实施方式中,所述停料机构包括:
12、顶升组件,设置于所述工作平台上,用于顶升所述物料托盘;和
13、挡料组件,设置于所述工作平台并位于所述顶升组件沿所述输送线的输送方向的下游。
14、在一种可能的实施方式中,所述顶升组件包括:
15、顶升驱动件,设置于所述工作平台上;和
16、顶升板,设置于所述顶升驱动件的顶升端,所述顶升板上设有定位柱,所述物料托盘的底部设有供所述定位柱插入的导向孔或导向槽。
17、在一种可能的实施方式中,所述顶升组件还包括浮动接头,所述浮动接头一端连接所述顶升驱动件的顶升端,另一端与所述顶升板卡接;
18、其中,所述顶升板上设有相接的第一装配孔和第二装配孔,所述第一装配孔的直径大于所述第二装配孔的直径,所述第一装配孔可供所述浮动接头穿过,所述第二装配孔对应所述顶升驱动件的顶升端并用于卡接所述浮动接头。
19、在一种可能的实施方式中,所述压紧机构包括:
20、压板组件;和
21、压紧驱动组件,设置于所述工作平台上并与所述压板组件连接,所述压紧驱动组件用于驱动所述压板组件压紧合盖状态下位于上方的所述上盖。
22、在一种可能的实施方式中,所述压紧驱动组件包括:
23、压紧驱动件,设置于所述工作平台上;
24、翻转座,设置于所述压紧驱动件上,所述翻转座与所述压板组件的一端枢转配合;
25、其中,所述压紧驱动件与所述压板组件传动连接,用于驱动所述压板组件绕枢转轴翻转。
26、在一种可能的实施方式中,所述压紧驱动件为直线驱动模组,所述直线驱动模组的输出端设有齿条,所述压板组件的枢转轴上设有与所述齿条啮合传动的第一齿轮;
27、或者,所述压紧驱动件为旋转驱动模组,所述旋转驱动模组的输出端设有第二齿轮,所述压板组件的枢转轴上设有与所述第二齿轮啮合传动的第一齿轮。
28、在一种可能的实施方式中,所述压板组件包括:
29、压板座,与所述翻转座枢转配合并与所述压紧驱动件传动连接;和
30、压板臂,设置于所述压板座上,所述压板臂远离所述压板座的一端设有用于定位所述上盖的定位结构。
31、为达上述目的,第二方面,本申请还提供了一种组装生产线,包括根据上述第一方面提供的上下合盖组装设备。
32、相比于现有技术,本申请的有益效果:
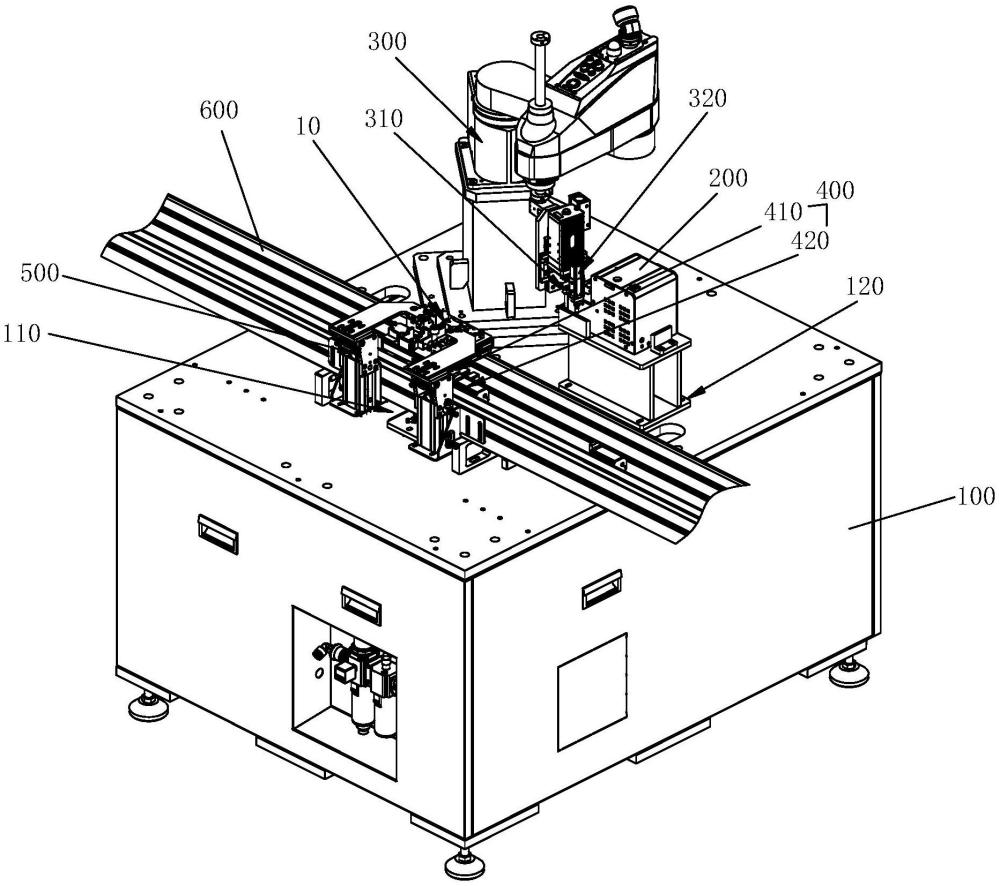
33、本申请提供了一种上下合盖组装设备及组装生产线,其中,上下合盖组装设备中通过停料机构将物料托盘定位在组装工位处,组装机械手通过吸嘴组件吸取上盖并将带动上盖移动至下盖上方进行合盖,然后由压紧机构压紧合盖状态下的上盖和下盖,以确保上盖和下盖之间保持合盖状态,防止后续组装过程中出现偏移,接着由组装机械手驱动电批头组件吸取螺丝供料器供应的螺丝并将螺丝放置于上盖和下盖之间的锁螺丝位处,再由组装机械手驱动电批头组件进行锁螺丝作业,如此直到完成所有螺丝安装,停料机构和压紧机构复位,使得完成组装的上盖和下盖同物料托盘一并转移下料。由此,本申请提供的上下合盖组装设备实现了自动合盖和自动锁螺丝,无需人工操作,自动化程度高,安装精度可靠,并且电批头组件的扭矩可控,不会造成产品损坏,提升产品组装的稳定性,极大地提升了工作效率,降低生产成本。
34、本申请的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种上下合盖组装设备,其特征在于,包括:
2.根据权利要求1所述的上下合盖组装设备,其特征在于,所述上下合盖组装设备还包括输送线(600),所述输送线(600)用于向所述组装工位(110)输送所述物料托盘(10),所述停料机构(400)用于将所述物料托盘(10)悬停定位在所述输送线(600)上方。
3.根据权利要求2所述的上下合盖组装设备,其特征在于,所述停料机构(400)包括:
4.根据权利要求3所述的上下合盖组装设备,其特征在于,所述顶升组件(410)包括:
5.根据权利要求4所述的上下合盖组装设备,其特征在于,所述顶升组件(410)还包括浮动接头(415),所述浮动接头(415)一端连接所述顶升驱动件(412)的顶升端,另一端与所述顶升板(413)卡接;
6.根据权利要求1所述的上下合盖组装设备,其特征在于,所述压紧机构(500)包括:
7.根据权利要求6所述的上下合盖组装设备,其特征在于,所述压紧驱动组件(520)包括:
8.根据权利要求7所述的上下合盖组装设备,其特征在于,所述压紧驱动件(521)为直线驱动模组,所述直线驱动模组的输出端设有齿条(523),所述压板组件(510)的枢转轴(513)上设有与所述齿条(523)啮合传动的第一齿轮(524);
9.根据权利要求7-8中任一项所述的上下合盖组装设备,其特征在于,所述压板组件(510)包括:
10.一种组装生产线,其特征在于,包括根据权利要求1-9中任一项所述的上下合盖组装设备。
技术总结
本申请涉及生产组装设备技术领域,公开一种上下合盖组装设备及组装生产线。上下合盖组装设备包括工作平台、停料机构、螺丝供料器、组装机械手、压紧机构和控制器;工作平台上设有组装工位和供料工位。停料机构用于定位物料托盘;螺丝供料器用于供应螺丝;组装机械手上设有电批头组件和吸嘴组件,组装机械手用于驱动电批头组件和吸嘴组件在供料工位与组装工位之间移动;压紧机构用于压合上盖和下盖;控制器用于协调工作。由此,本申请提供的上下合盖组装设备自动化程度高、提升产品组装的稳定性、提升工作效率、降低生产成本。
技术研发人员:刘亮,殷炽炜,解亚平,戴立忠
受保护的技术使用者:湖南元景智造科技有限公司
技术研发日:20231226
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!