多刃组合形式的阀芯孔铰刀的制作方法
本技术涉及铰刀,尤其是一种多刃组合形式的阀芯孔铰刀。
背景技术:
1、铰刀是机械加工中常用到的工具,被广泛用于铰削加工。
2、现有的阀芯孔铰刀加工孔径和槽之间往往形成厚毛刺无法去除;以及,孔径的圆度和圆柱度由于产品的要求相对较高,常常有超差报废现象的问题。针对上述出现的问题,目前尚未提出有效的解决方案。
技术实现思路
1、实用新型目的:提供一种多刃组合形式的阀芯孔铰刀,以解决现有技术存在的上述问题。
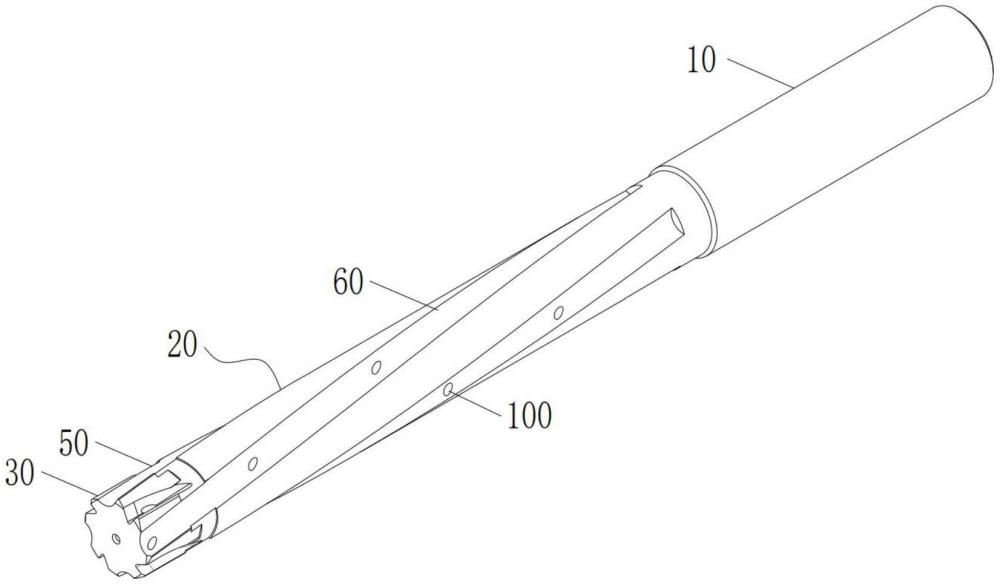
2、技术方案:多刃组合形式的阀芯孔铰刀,包括:
3、刀柄;
4、刀头,与所述刀柄一端相连;
5、若干主切削刃,设置于远离所述刀柄一端的所述刀头的主槽处,且沿所述刀头周向设置;
6、过渡刃,设置于所述刀头上,且与所述主切削刃相邻设置;
7、导向部,斜向设置于所述刀头上;及
8、若干副切削刃,设置于所述刀头的副槽处,且于所述主切削刃相邻设置;
9、其中,所述主切削刃和所述副切削刃采用多刃形式,以使阀芯孔铰刀形成多刃组合形式。
10、作为优选,所述主切削刃采用左旋右切上排屑形式。
11、作为优选,所述副切削刃采用直槽右旋形式。
12、作为优选,所述主切削刃和所述副切削刃分别为8刃、10刃或12刃。
13、作为优选,所述主切削刃与所述导向部位于同一槽内。
14、作为优选,所述主切削刃的长度为10-15mm。
15、作为优选,所述副槽内设置有切刃内冷孔。
16、作为优选,所述导向部上间隔设置有若干导向内冷孔。
17、作为优选,所述切刃内冷孔和所述导向内冷孔呈错开不对称排布。
18、作为优选,所述主切削刃和所述副切削刃采用正负相交的形式。
19、有益效果:在本申请实施例中,采用多刃组合的方式,通过所述主切削刃和所述副切削刃采用多刃形式,以使阀芯孔铰刀形成多刃组合形式,达到了多刃组合的目的,从而实现了去除厚毛刺和解决孔径的圆度和圆柱度问题的技术效果,进而解决了现有的阀芯孔铰刀加工孔径和槽之间往往形成厚毛刺无法去除;以及,孔径的圆度和圆柱度由于产品的要求相对较高,常常有超差报废现象的技术问题。
技术特征:
1.多刃组合形式的阀芯孔铰刀,其特征在于,包括:
2.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述主切削刃采用左旋右切上排屑形式。
3.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述副切削刃采用直槽右旋形式。
4.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述主切削刃和所述副切削刃分别为8刃、10刃或12刃。
5.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述主切削刃与所述导向部位于同一槽内。
6.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述主切削刃的长度为10-15mm。
7.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述副槽内设置有切刃内冷孔。
8.根据权利要求7所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述导向部上间隔设置有若干导向内冷孔。
9.根据权利要求8所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述切刃内冷孔和所述导向内冷孔呈错开不对称排布。
10.根据权利要求1所述的多刃组合形式的阀芯孔铰刀,其特征在于,所述主切削刃和所述副切削刃采用正负相交的形式。
技术总结
本技术公开了多刃组合形式的阀芯孔铰刀,涉及铰刀技术领域。其中,该多刃组合形式的阀芯孔铰刀,包括:刀柄;刀头,与所述刀柄一端相连;若干主切削刃,设置于远离所述刀柄一端的所述刀头的主槽处,且沿所述刀头周向设置;过渡刃,设置于所述刀头上,且与所述主切削刃相邻设置;导向部,斜向设置于所述刀头上;及若干副切削刃,设置于所述刀头的副槽处,且于所述主切削刃相邻设置。本技术,解决现有的阀芯孔铰刀加工孔径和槽之间往往形成厚毛刺无法去除;以及,孔径的圆度和圆柱度由于产品的要求相对较高,常常有超差报废现象的问题。
技术研发人员:陆志杰
受保护的技术使用者:常熟阿诺切削工具有限公司
技术研发日:20231227
技术公布日:2025/1/16
- 还没有人留言评论。精彩留言会获得点赞!