转盘式发动机连杆大小孔加工装置的制作方法
本技术涉及到一种发动机连杆大小孔加工技术,特别涉及到一种转盘式发动机连杆大小孔加工装置。
背景技术:
1、发动机连杆是发动机传动扭矩的主要部件,其基本形状是一根勺形的直杆的两个端头分别设置有一个连接通孔,其中,一个通孔与发动机活塞底部转动连接,另一个通孔与发动机曲轴的曲拐轴转动连接;由此,将活塞的直线运动转换为曲轴的圆周运动。通常,连接曲轴的通孔直径较大,将其称为大头孔;连接活塞的通孔直径较小,将其称为小头孔;两者合称为发动机连杆大小孔(参见附图1)。为保证发动机连杆与发动机曲轴和活塞的有效连接,减少晃动或噪声,对发动机连杆大小孔的尺寸精度、表面粗糙度和位置精度等都有较高的要求,特别是对大小孔的孔间距的一致性要求较高。
2、通常,发动机连杆的坯料采用模锻进行加工,模锻后的连杆坯料的大小孔只是一个雏形,其小孔实际上可能只是两个端面各有一个凹坑,还没有通透。因此,需要钻加工连杆大小孔并对加工后的通孔的两个端面进行倒角。为了保证发动机连杆大小孔的孔间距的一致性,通常采用组合钻头对连杆大小孔进行加工,即对连杆坯料进行夹持后,同时一次性对大小孔进行钻加工。然后,再对大小孔的两个端面进行倒角加工。具体来说,现有技术发动机连杆大小孔加工方法是将连杆坯料横向竖直进行夹持,此时,连杆坯料大小孔的轴线是水平并列排列的,而组合钻头的轴线是与连杆坯料大小孔的轴线同轴的,钻加工组合钻头从连杆坯料的右侧进刀(当然也可以从连杆坯料的左侧进刀)同时对连杆大小孔进行钻加工。钻加工完成后,钻加工组合钻头退刀;连杆坯料左侧的组合倒角钻头进刀,对连杆大小孔左侧端面进行倒角加工。左侧端面的倒角加工完成后,左侧倒角组合钻头退刀。此时,右侧钻加工组合钻头已经更换成右侧倒角组合钻头;右侧倒角组合钻头进刀,对连杆大小孔右侧端面进行倒角加工。右侧端面的倒角加工完成后,右侧倒角组合钻头退刀。夹持机构松开连杆坯料,人工或机械手取走加工完成的发动机连杆,重新装入连杆坯料,开始下一个发动机连杆的加工。现有技术发动机连杆大小孔加工方法在同一个夹持位置进行钻孔、左侧端面倒角和右侧端面倒角三个工序的加工,期间需要经过三次进刀和退刀,严重影响了加工效率。另外,连杆坯料为横向竖直夹持,不论是取料或放料,还是夹持定位都较为困难。
3、显然,现有技术发动机连杆大小孔加工方法存在着加工效率较低、取料或放料困难和夹持定位困难等问题。
技术实现思路
1、为解决现有技术发动机连杆大小孔加工方法存在的加工效率较低、取料或放料困难和夹持定位困难等问题,本实用新型提出一种盘式发动机连杆大小孔加工装置。
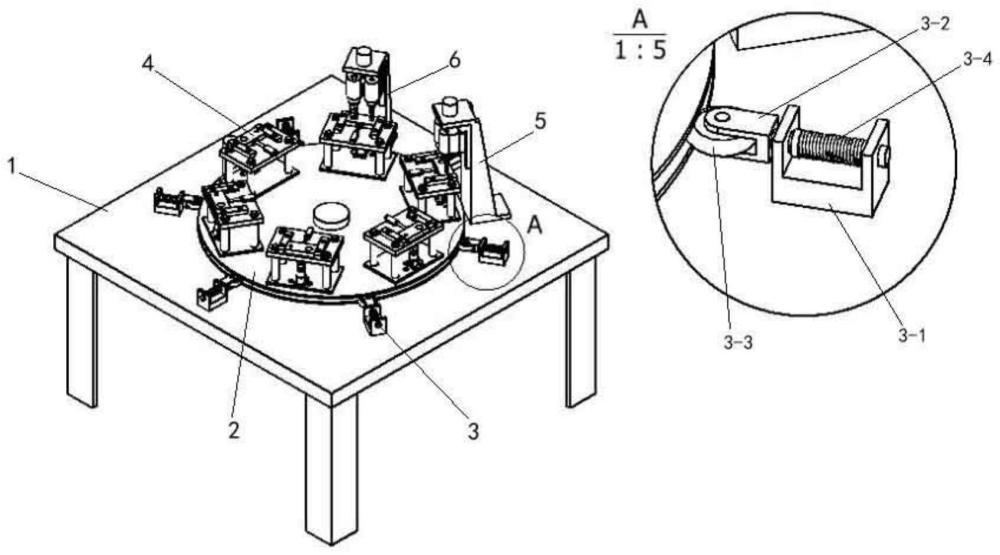
2、本实用新型盘式发动机连杆大小孔加工装置,包括,机架、转盘、平稳机构、夹持机构、钻加工组合钻具、上倒角组合钻具和下倒角组合钻具;所述机架为矩形框架结构,在矩形框架的正上方设置有工作台板;所述转盘为圆盘形,以圆盘形中心为轴心可转动固定在工作台板的几何中心;在转盘圆周的边沿上径向设置有横截面形状为三角形的凹槽;所述平稳机构为三个以上,圆周均布在转盘边沿的外侧;所述夹持机构为六个,圆周均布固定在转盘边沿的上表面,且分别对应装料、钻加工、上倒角、下倒角、清理和卸料六个工位;所述钻加工组合钻具设置在转盘边沿外侧的钻加工工位的工作台板上,其钻头从上至下指向固定在转盘上的夹持机构上方,且大小组合钻头的轴线与夹持机构的大小通孔的轴线同轴;所述上倒角组合钻具设置在转盘边沿外侧的上倒角工位的工作台板上,其钻头从上至下指向固定在转盘上的夹持机构上方,且大小组合钻头的轴线与夹持机构的大小通孔的轴线同轴;所述下倒角组合钻具设置在转盘边沿外侧的下倒角工位的工作台板底面,其钻头从下至上指向固定在转盘上的夹持机构下方,且大小组合钻头的轴线与夹持机构的大小通孔的轴线同轴;其中;
3、所述平稳机构,包括,基座、支轴、滚轮和弹簧;所述基座为u形结构,在u结构的两个端面设置有通孔;所述支轴穿插在基座的通孔内,在基座前通孔内侧的支轴圆周上设置有环形台阶,在支轴的前端头设置有铰接座;所述滚轮铰接在支轴前端头,且滚轮的横截面形状为半圆形;所述弹簧套装在基座前后通孔之间的支轴外圆上,且弹簧的前端抵在支轴的环形台阶上,推动滚轮抵压在转盘圆周边沿的三角形凹槽内;
4、所述夹持机构为模压结构,包括,底板、模板、支撑柱、燕尾槽ⅰ、上压板、推动气缸、下压板和顶出气缸;所述底板和模板均为矩形,且通过设置在底板和模板之间的支撑柱固定连接成矩形框架结构;在模板的中前部设置有模孔且所述模孔的形状和大小与连杆的外形相匹配,在模孔的两侧设置有燕尾槽ⅰ;所述上压板为矩形板,两端设置有燕尾座ⅰ,且插装在模板上的燕尾槽ⅰ内;在上压板的底面设置有上模腔;所述上模腔的形状和大小与连杆的外形相匹配,并且,在连杆大小孔的对应位置设置有直径较连杆大小孔大的大小通孔;所述推动气缸固定在模板上的中部后侧,其活塞杆端头连接在上压板的后端面中部,推动上压板在燕尾槽ⅰ内前后移动;所述下压板的外轮廓形状和大小与连杆的外形相匹配,并且,在连杆大小孔的对应位置设置有直径较连杆大小孔大的大小通孔;所述下压板的厚度较模板厚且套装在模板的模孔内,在下压板的底面中部设置有铰接座;所述顶出气缸活塞竖直向上固定在底板表面,且活塞的端头铰接在下压板底面,推动下压板在模孔内上下移动。
5、进一步的,所述钻加工组合钻具和上倒角组合钻具的结构相同,差别仅在于钻头头部的角度和直径不同,包括,底座、燕尾槽ⅱ、燕尾座ⅱ、组合钻头、气缸固定板和进刀气缸;所述底座为l形,l形底座的短边固定在工作台板上,l形底座长边的外侧设置有燕尾槽ⅱ;所述燕尾座ⅱ为长方体,且滑动插装在燕尾槽ⅱ内;所述组合钻头固定在燕尾座ⅱ的背面,且大小钻头的轴线与夹持机构的大小通孔的轴线同轴;所述气缸固定板为矩形,固定在l形底座长边的顶端;所述进刀气缸活塞向下固定在气缸固定板上表面,其活塞端头穿过气缸固定板与组合钻头上端面固定连接。
6、进一步的,所述下倒角组合钻具整体倒置固定在下倒角工位的工作台板底面,包括,支座、燕尾槽ⅲ、燕尾座ⅲ、组合钻头和倒角气缸;所述支座为l形,l形支座的短边固定在工作台板底面,l形底座长边的外侧设置有燕尾槽ⅲ;所述燕尾座ⅲ为长方体,且滑动插装在燕尾槽ⅲ内;所述组合钻头固定在燕尾座ⅲ的背面,且大小钻头的轴线与夹持机构的大小通孔的轴线同轴;所述倒角气缸活塞向下固定在工作台板上表面,其活塞端头穿过工作台板与组合钻头上端面固定连接。
7、本实用新型盘式发动机连杆大小孔加工装置的有益技术效果是能够同时进行钻孔和倒角加工,提高了加工效率;采用模压结构的夹持机构,不仅夹持准确、稳固,还方便装料或卸料。
技术特征:
1.一种转盘式发动机连杆大小孔加工装置,其特征在于,该加工装置,包括,机架、转盘、平稳机构、夹持机构、钻加工组合钻具、上倒角组合钻具和下倒角组合钻具;所述机架为矩形框架结构,在矩形框架的正上方设置有工作台板;所述转盘为圆盘形,以圆盘形中心为轴心可转动固定在工作台板的几何中心;在转盘圆周的边沿上径向设置有横截面形状为三角形的凹槽;所述平稳机构为三个以上,圆周均布在转盘边沿的外侧;所述夹持机构为六个,圆周均布固定在转盘边沿的上表面,且分别对应装料、钻加工、上倒角、下倒角、清理和卸料六个工位;所述钻加工组合钻具设置在转盘边沿外侧的钻加工工位的工作台板上,其钻头从上至下指向固定在转盘上的夹持机构上方,且大小组合钻头的轴线与夹持机构的大小通孔的轴线同轴;所述上倒角组合钻具设置在转盘边沿外侧的上倒角工位的工作台板上,其钻头从上至下指向固定在转盘上的夹持机构上方,且大小组合钻头的轴线与夹持机构的大小通孔的轴线同轴;所述下倒角组合钻具设置在转盘边沿外侧的下倒角工位的工作台板底面,其钻头从下至上指向固定在转盘上的夹持机构下方,且大小组合钻头的轴线与夹持机构的大小通孔的轴线同轴;其中;
2.根据权利要求1所述盘式发动机连杆大小孔加工装置,其特征在于,所述钻加工组合钻具和上倒角组合钻具的结构相同,差别仅在于钻头头部的角度和直径不同,包括,底座、燕尾槽ⅱ、燕尾座ⅱ、组合钻头、气缸固定板和进刀气缸;所述底座为l形,l形底座的短边固定在工作台板上,l形底座长边的外侧设置有燕尾槽ⅱ;所述燕尾座ⅱ为长方体,且滑动插装在燕尾槽ⅱ内;所述组合钻头固定在燕尾座ⅱ的背面,且大小钻头的轴线与夹持机构的大小通孔的轴线同轴;所述气缸固定板为矩形,固定在l形底座长边的顶端;所述进刀气缸活塞向下固定在气缸固定板上表面,其活塞端头穿过气缸固定板与组合钻头上端面固定连接。
3.根据权利要求1所述盘式发动机连杆大小孔加工装置,其特征在于,所述下倒角组合钻具整体倒置固定在下倒角工位的工作台板底面,包括,支座、燕尾槽ⅲ、燕尾座ⅲ、组合钻头和倒角气缸;所述支座为l形,l形支座的短边固定在工作台板底面,l形底座长边的外侧设置有燕尾槽ⅲ;所述燕尾座ⅲ为长方体,且滑动插装在燕尾槽ⅲ内;所述组合钻头固定在燕尾座ⅲ的背面,且大小钻头的轴线与夹持机构的大小通孔的轴线同轴;所述倒角气缸活塞向下固定在工作台板上表面,其活塞端头穿过工作台板与组合钻头上端面固定连接。
技术总结
为解决现有技术发动机连杆大小孔加工方法存在的加工效率较低、取料或放料困难和夹持定位困难等问题,本技术提出一种盘式发动机连杆大小孔加工装置,包括,机架、转盘、平稳机构、夹持机构、钻加工组合钻具、上倒角组合钻具和下倒角组合钻具;所述机架为矩形框架结构;所述转盘为圆盘形,以圆盘形中心为轴心可转动固定在工作台板的几何中心;所述平稳机构为三个以上,圆周均布在转盘边沿的外侧;所述夹持机构为六个,分别对应装料、钻加工、上倒角、下倒角、清理和卸料六个工位。本技术的有益技术效果是能够同时进行钻孔和倒角加工,提高了加工效率;采用模压结构的夹持机构,不仅夹持准确、稳固,还方便装料或卸料。
技术研发人员:盛明和,张艺蓬,曹欣蔚,王长均
受保护的技术使用者:重庆歇马机械曲轴有限公司
技术研发日:20231228
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!