偏心套加工用夹具及偏心套加工车床的制作方法
本技术涉及偏心套加工设备,特别涉及一种偏心套加工用夹具及偏心套加工车床。
背景技术:
1、参照图2和图3,提出一种偏心套,所述偏心套的切边方向具有预设角度和方向的加工需求,相关技术中,偏心套车床内撑夹具的装夹过程需要将产品大平面紧贴夹具定位面,基于产品内孔进行装夹撑紧,定位端面受到产品内孔正反对称的装夹的影响,难以保证产品定位端面与夹具装夹面之间是否紧贴,若产品定位端面与夹具装夹面之间有倾斜或间隙,会影响产品切边加工的方向,导致产品切边方向错加工出现不良品,影响生产质量。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种偏心套加工用夹具,能够针对产品定位端面和夹具装夹面与产品定位端面紧贴时气密检测不漏气才能加工的要求,将夹具设计成气密夹具,确保加工时能切边方向和角度的一致性,保证产品加工质量。
2、本实用新型还提出一种具有上述偏心套加工用夹具的偏心套加工车床。
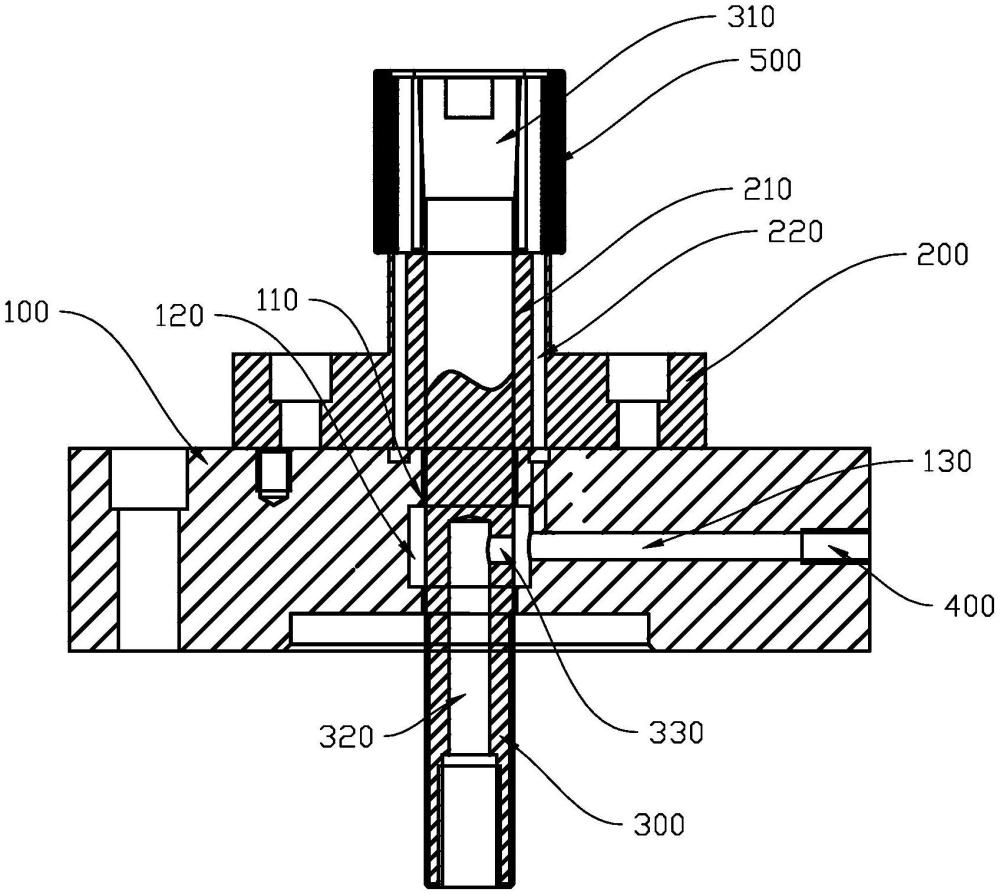
3、根据本实用新型的第一方面实施例的偏心套加工用夹具,应用于车床,用于装夹所述偏心套,所述偏心套的切变方向有预设角度及方向的要求,包括固定座、靠山座和芯轴,其中所述固定座为圆盘状,所述固定座的中心沿轴向设置有贯穿的第一通道,所述固定座的内部还设置有第一气道,所述第一气道垂直于所述第一通道,所述第一通道与所述第一气道相交处设置有气腔。所述靠山座连接于所述固定座的顶部,同样为具有台阶的圆盘状,所述靠山座的中心沿轴向设置有第二通道,所述第一通道与所述第二通道互相连通且孔径相等,是靠山座的顶面为定位面,所述定位面设置有出气孔,用于紧密贴合所述偏心套的端面,所述靠山座设置有第二气道,所述第二气道的一端连通所述第一气道,另一端连通所述出气孔。所述芯轴同时穿过所述第一通道、所述第二通道设置,并伸出于所述定位面,所述芯轴的顶部设置有内撑件,用于内撑夹紧所述偏心套,所述芯轴设置有进气通道,所述进气通道连通所述气腔。所述第一气道设置有气压检测装置,所述气压检测装置电性连接有报警器,所述偏心套装夹完成后,压缩气体通过所述进气通道通入所述气腔,并进入所述第一气道,自所述第一气道进入所述第二气道,当所述偏心套的端面与所述定位面之间有间隙,所述气压检测装置检测气压降低,所述报警器报警。
4、根据本实用新型实施例的偏心套加工用夹具,至少具有如下有益效果:工人将偏心套产品装夹完成后,偏心套的一端端面抵接定位面,再通过进气通道泵入压缩气体,并且在密封环境下测得压缩气体的初始气压数据并录入气压检测装置中,气体经过气腔、第一气道和第二气道,气压检测装置设置于气体导通环境内,若测得气压数据低于初始气压数据且偏差较大时,报警器报警以警示工人此时偏心套装夹方向错误或未装夹到位,应当更换偏心套装夹方向,使其另一端面抵接定位面或对偏心套装夹位置进行调试,以使气压检测装置测得此时气压数据与初始气压数据一致或误差在应许范围内,则完成装夹。通过针对产品定位端面和夹具装夹面与产品定位端面紧贴时气密检测不漏气才能加工的要求,将夹具设计成气密夹具,确保加工时能切边方向和角度的一致性,保证产品加工质量。
5、根据本实用新型的一些实施例,所述芯轴的侧壁设置有导气孔,所述导气孔连通所述进气通道的上部,所述导气孔位于所述气腔内。
6、根据本实用新型的一些实施例,所述气腔为内径比所述第一通道大的圆槽,当所述芯轴插接所述第一通道,所述气腔为环形槽状。
7、根据本实用新型的一些实施例,所述气压检测装置位于所述第一气道靠近所述固定座的外侧一端。
8、根据本实用新型的一些实施例,所述第二气道为环绕所述第二通道外侧一周的环形槽状结构,所述出气孔同样为环状孔。
9、根据本实用新型的一些实施例,所述第二气道为竖直圆柱形通道,所述出气孔为环状孔,所述第二气道的一端连通所述第一气道,另一端连通所述环状孔。
10、根据本实用新型的一些实施例,所述芯轴的底部转动连接有接头,所述接头连接有气管,用于密封连通所述进气通道。
11、根据本实用新型的第二方面实施例的偏心套加工车床,包括如上任一项所述的偏心套加工用夹具。
12、根据本实用新型实施例的偏心套加工车床,至少具有如下有益效果:针对产品定位端面和夹具装夹面与产品定位端面紧贴时气密检测不漏气才能加工的要求,将夹具设计成气密夹具,确保加工时能切边方向和角度的一致性,保证产品加工质量。
13、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种偏心套加工用夹具,应用于车床,用于装夹所述偏心套,所述偏心套的切变方向有预设角度及方向的要求,其特征在于,包括:
2.根据权利要求1所述的偏心套加工用夹具,其特征在于,所述芯轴的侧壁设置有导气孔,所述导气孔连通所述进气通道的上部,所述导气孔位于所述气腔内。
3.根据权利要求1所述的偏心套加工用夹具,其特征在于,所述气腔为内径比所述第一通道大的圆槽,当所述芯轴插接所述第一通道,所述气腔为环形槽状。
4.根据权利要求1所述的偏心套加工用夹具,其特征在于,所述气压检测装置位于所述第一气道靠近所述固定座的外侧一端。
5.根据权利要求1所述的偏心套加工用夹具,其特征在于,所述第二气道为环绕所述第二通道外侧一周的环形槽状结构,所述出气孔同样为环状孔。
6.根据权利要求1所述的偏心套加工用夹具,其特征在于,所述第二气道为竖直圆柱形通道,所述出气孔为环状孔,所述第二气道的一端连通所述第一气道,另一端连通所述环状孔。
7.根据权利要求1所述的偏心套加工用夹具,其特征在于,所述芯轴的底部转动连接有接头,所述接头连接有气管,用于密封连通所述进气通道。
8.一种偏心套加工车床,其特征在于,包括如权利要求1至7任一项所述的偏心套加工用夹具。
技术总结
本技术公开了偏心套加工用夹具及偏心套加工车床,包括固定座、靠山座和芯轴,固定座的中心沿轴向设置有贯穿的第一通道,固定座的内部还设置有第一气道,第一气道垂直于第一通道,第一通道与第一气道相交处设置有气腔。靠山座连接于固定座的顶部,同样为具有台阶的圆盘状,靠山座的中心沿轴向设置有第二通道,第一通道与第二通道互相连通且孔径相等,是靠山座的顶面为定位面,定位面设置有出气孔,用于紧密贴合偏心套的端面,靠山座设置有第二气道,第二气道的一端连通第一气道,另一端连通出气孔。芯轴同时穿过第一通道、第二通道设置,并伸出于定位面,芯轴的顶部设置有内撑件,用于内撑夹紧偏心套,芯轴设置有进气通道,进气通道连通气腔。
技术研发人员:黄洪辉,龚海珊,梁启华
受保护的技术使用者:广东东睦新材料有限公司
技术研发日:20231227
技术公布日:2024/11/7
- 还没有人留言评论。精彩留言会获得点赞!