一种型材定尺设备的制作方法
本技术涉及型材生产的,具体而言,涉及一种型材定尺设备。
背景技术:
1、铝型材在挤压完成后,需要将铝型材截成客户所需要的长度。现有的处理方式是将铝型材放置在进料台上,沿进料台的输送方向上设有成品锯,成品锯的前侧设有定尺挡板,定尺挡板可在滑轨上移动,根据要锯切铝型材的长度要求通过螺栓固定好定尺挡板的位置,铝型材的前端顶在定尺挡板,然后再进行切割。
2、公开号为cn208528221u的中国实用新型专利公开了一种数控无线定尺切割设备,主体结构主要由定尺架机身、托料架机与主体机身连接构成,托料架机身上设有若干个滚轮,定尺架机身一侧设有定位合金型材,所述定位合金型材一侧的定尺架机身上还安装有电机减速机,所述主体机身一侧连接定尺架机身,另一侧连接托料架机身,主体机身内设有锯切机构与定位板、液晶操作面板。
3、然而,上述型材定尺设备在对型材进行切割时,型材可能会发生偏移,导致型材的切割口不整齐,型材成品尺寸存在误差。
技术实现思路
1、基于此,为了解决述型材定尺设备在对型材进行切割时,型材可能会发生偏移,导致型材的切割口不整齐,型材成品尺寸存在误差的问题,本实用新型提供了一种型材定尺设备,其具体技术方案如下:
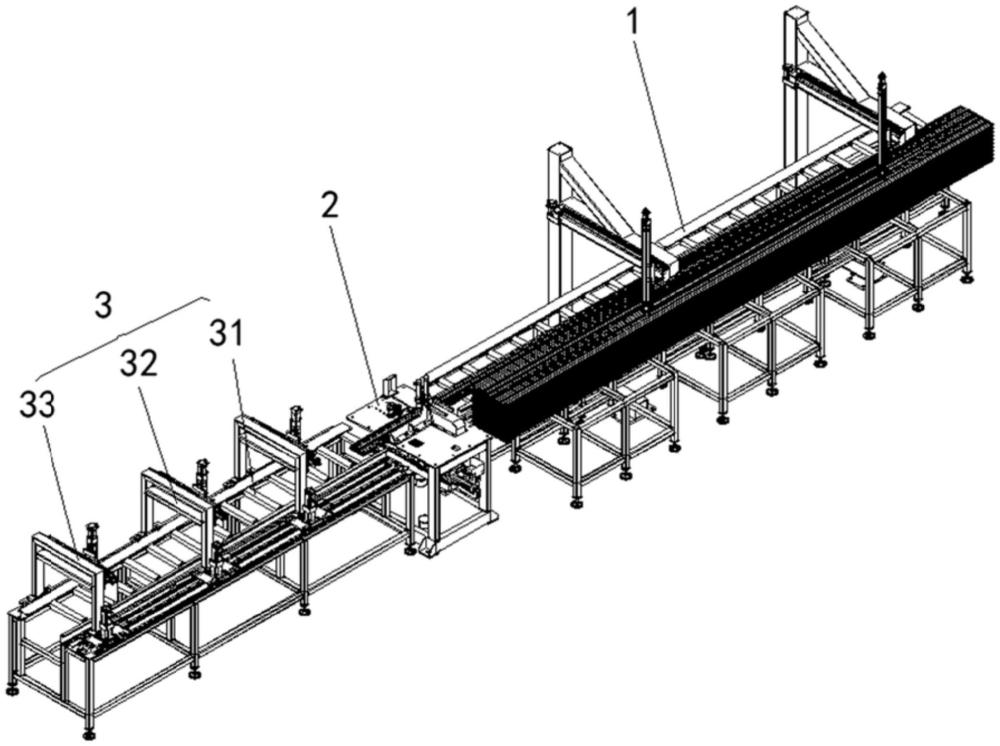
2、一种型材定尺设备,包括依次设置的第一输送装置、锯切装置和第二输送装置:所述第一输送装置用于将型材输送到所述锯切装置上;所述锯切装置包括锯切机架、设置在锯切机架上的夹持部件和锯切部件,所述夹持部件用于对型材进行夹持动作,所述锯切部件用于对夹持住的型材进行锯切动作;所述第二输送装置包括第二输送部件和定尺部件,所述第二输送部件包括第二机架和间隔设置在第二机架上的第二输送滚筒,所述第二输送部件通过所述第二输送滚筒转动而将完成锯切后的型材输送出所述锯切机架,所述定尺部件包括可相对于所述第二机架进行上下移动的定尺板。
3、上述型材定尺设备,通过第一输送装置将型材输送到锯切机架上、直至型材顶触到定尺板,夹持部件对型材进行夹持后,再利用锯切部件来对夹持住的型材进行锯切动作,保证型材在切割时被固定住,避免型材因切割受力而会发生偏移,从而使型材的切割口整齐,降低型材成品尺寸误差。
4、进一步地,所述夹持部件包括设置在所述锯切机架上的第一夹板、夹持气缸、以及设置在夹持气缸输出杆端的第二夹板,所述第一夹板和所述第二夹板之间形成用于夹持型材的夹持空间。
5、进一步地,所述锯切部件包括固定安装在所述锯切机架上的固定座和锯切单元、驱动单元,所述锯切单元包括可相对于所述固定座进行滑动的滑动座、设置在滑动座上的锯切电机、与锯切电机依次传动连接的主动带轮、同步带、从动带轮和锯片;所述驱动单元用于驱动所述锯切单元相对于固定座进行移动。
6、进一步地,所述驱动单元包括驱动气缸;所述驱动气缸的固定端铰接在所述固定座上,伸缩端铰接在所述滑动座上。
7、进一步地,所述锯切部件还包括集屑单元,所述集屑单元包括集屑罩和集屑槽,所述集屑罩围设在所述锯片周边并设有出屑口,所述集屑槽设置在所述出屑口处。
8、进一步地,所述锯切部件还包括设置在所述第二夹板上的顶压单元,所述顶压单元包括分别设置在所述锯片两侧的第一顶压件和第二顶压件,所述第一顶压件和第二顶压件分别顶压型材锯切口处的型材端。
9、进一步地,所述第二输送装置还包括设置在所述第二机架上的打孔部件,所述打孔部件用于对夹持后的型材进行打孔动作。
10、进一步地,所述打孔部件包括移动组件和打孔组件,所述移动组件包括第一移动单元、第二移动单元和第三移动单元,所述第三移动单元用于驱动所述打孔组件进行上下移动,所述第二移动单元用于驱动所述打孔组件进行左右移动,所述第一移动单元用于驱动所述打孔组件进行前后移动。
11、进一步地,所述第一移动单元包括第一移动座、设置在第一移动座上的第一电机、与第一电机传动连接的齿轮、以及设置在第二机架上的齿条;所述第二移动单元包括设置在所述第一移动座上的第二电机、与第二电机传动连接的第二丝杆、与第二丝杆传动连接的第二移动座;所述第三移动单元包括设置在所述第二移动座上的电动缸和活动座,所述电动缸包括固定安装在所述第二移动座上的缸座、以及可相对于缸座进行伸缩运动的活动杆,所述活动座与所述活动杆连接;所述打孔组件设置在所述活动座上。
12、进一步地,所述第一输送装置包括第一输送机构、置料架和下料机械手,所述第一输送机构包括第一机架和间隔设置在第一机架上的第一输送滚筒,所述下料机械手用于将所述置料架上的型材搬运到所述第一输送滚筒上,所述第一输送机构通过第一输送滚筒转动而将型材输送到所述锯切机架。
技术特征:
1.一种型材定尺设备,其特征在于,包括依次设置的第一输送装置、锯切装置和第二输送装置:
2.根据权利要求1所述的一种型材定尺设备,其特征在于,所述夹持部件包括设置在所述锯切机架上的第一夹板、夹持气缸、以及设置在夹持气缸输出杆端的第二夹板,所述第一夹板和所述第二夹板之间形成用于夹持型材的夹持空间。
3.根据权利要求2所述的一种型材定尺设备,其特征在于,所述锯切部件包括固定安装在所述锯切机架上的固定座和锯切单元、驱动单元,所述锯切单元包括可相对于所述固定座进行滑动的滑动座、设置在滑动座上的锯切电机、与锯切电机依次传动连接的主动带轮、同步带、从动带轮和锯片;
4.根据权利要求3所述的一种型材定尺设备,其特征在于,所述驱动单元包括驱动气缸;
5.根据权利要求3所述的一种型材定尺设备,其特征在于,所述锯切部件还包括集屑单元,所述集屑单元包括集屑罩和集屑槽,所述集屑罩围设在所述锯片周边并设有出屑口,所述集屑槽设置在所述出屑口处。
6.根据权利要求3所述的一种型材定尺设备,其特征在于,所述锯切部件还包括设置在所述第二夹板上的顶压单元,所述顶压单元包括分别设置在所述锯片两侧的第一顶压件和第二顶压件,所述第一顶压件和第二顶压件分别顶压型材锯切口处的型材端。
7.根据权利要求1所述的一种型材定尺设备,其特征在于,所述第二输送装置还包括设置在所述第二机架上的打孔部件,所述打孔部件用于对夹持后的型材进行打孔动作。
8.根据权利要求7所述的一种型材定尺设备,其特征在于,所述打孔部件包括移动组件和打孔组件,所述移动组件包括第一移动单元、第二移动单元和第三移动单元,所述第三移动单元用于驱动所述打孔组件进行上下移动,所述第二移动单元用于驱动所述打孔组件进行左右移动,所述第一移动单元用于驱动所述打孔组件进行前后移动。
9.根据权利要求8所述的一种型材定尺设备,其特征在于,所述第一移动单元包括第一移动座、设置在第一移动座上的第一电机、与第一电机传动连接的齿轮、以及设置在第二机架上的齿条;
10.根据权利要求8所述的一种型材定尺设备,其特征在于,所述第一输送装置包括第一输送机构、置料架和下料机械手,所述第一输送机构包括第一机架和间隔设置在第一机架上的第一输送滚筒,所述下料机械手用于将所述置料架上的型材搬运到所述第一输送滚筒上,所述第一输送机构通过第一输送滚筒转动而将型材输送到所述锯切机架。
技术总结
本技术提供了一种型材定尺设备,包括依次设置的第一输送装置、锯切装置和第二输送装置:第一输送装置用于将型材输送到锯切装置上;锯切装置包括锯切机架、设置在锯切机架上的夹持部件和锯切部件,夹持部件用于对型材进行夹持动作,锯切部件用于对夹持住的型材进行锯切动作;第二输送装置包括第二输送部件和定尺部件,定尺部件包括可相对于第二机架进行上下移动的定尺板。通过第一输送装置将型材输送到锯切机架上、直至型材顶触到定尺板,夹持部件对型材进行夹持后,再利用锯切部件来对夹持住的型材进行锯切动作,保证型材在切割时被固定住,避免型材因切割受力而会发生偏移,从而使型材的切割口整齐,降低型材成品尺寸误差。
技术研发人员:梁发,崔贝贝
受保护的技术使用者:广东品锐机械有限公司
技术研发日:20231228
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!