一种薄壁不锈钢在线波纹加工装置的制作方法
本技术涉及一种薄壁不锈钢在线波纹加工装置,钢管加工领域。
背景技术:
1、目前,生产制造波纹钢管时,先通过钢管成型机使钢卷成型为钢管,待钢管完成焊接后,切成所需要的长度规格后,从钢管成型机上搬下后再搬到波纹加工机上进行波纹加工。这种方式,存在大量的搬运工作,导致工作效率较低。
技术实现思路
1、针对现有技术的不足之处,本实用新型提供一种薄壁不锈钢在线波纹加工装置,加工效率更高。
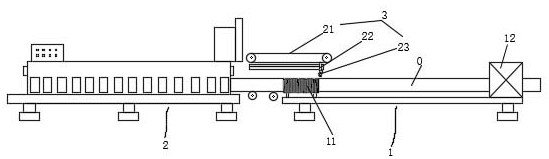
2、一种薄壁不锈钢在线波纹加工装置,包括波纹加工机以及钢管成型机,波纹加工机包含用于将钢管向前输送的输送机构,钢管成型机设置于输送机构的侧方,且钢管成型机的末端处于输送机构的输送方向的延长线上。
3、优选的,所述钢管成型机以及输送机构之间设置有用于将钢管成型机上的钢管往所述输送机构推动的辅助推送机构;所述辅助推送机构包含水平移动机构、由所述水平移动机构带动的安装台、设置于所述安装台上的夹持机构。
4、优选的,所述夹持机构包含安装于所述安装台上的升降气缸、和所述升降气缸的活塞杆相连接的安装板、两个相对设置的夹持板、和两个所述夹持板分别连接的驱动气缸,驱动气缸安装于所述安装板上。
5、优选的,两个相对设置的夹持板呈上下布置以用于夹住钢管的内外壁。
6、优选的,所述辅助推送机构的下方还设置有用于将钢管成型机上的钢管引导至所述输送机构上的若干过渡辊。
7、优选的,所述输送机构包含相对设置的两个输送组件,两个输送组件之间形成输送通道;所述输送组件包含两个竖立设置的动力链轮、与所述动力链轮相配合的并由所述动力链轮带动的链带、沿链带轮廓布置的并连接于链带表面的多个摩擦块。
8、优选的,所述摩擦块具有与钢管适配的弧形槽。
9、优选的,所述输送通道的宽度大于夹持机构的宽度以允许夹持机构运动至输送通道中。
10、综上所述,本实用新型具有以下有益效果:
11、1:本实用新型中的在线波纹加工装置,钢管成型机设置于波纹加工机的输送机构的侧方,且钢管成型机的末端处于输送机构的输送方向的延长线上,可以做到先完成对整个钢管的波纹加工,再切割成一段一段的钢管段,相对于现有技术中先切断钢管再对切断后的钢管进行波纹加工的方式,搬运量更少,工作效率更高。
12、2:本实用新型中的在线波纹加工装置,通过设置辅助推送机构,便于将钢管从钢管成型机上推送至波纹加工机的输送机构处,从而便于钢管在波纹加工机上前行加工。
技术特征:
1.一种薄壁不锈钢在线波纹加工装置,其特征在于,包括波纹加工机(1)以及钢管成型机(2),波纹加工机(1)包含用于将钢管向前输送的输送机构(11),钢管成型机(2)设置于输送机构(11)的侧方,且钢管成型机(2)的末端处于输送机构(11)的输送方向的延长线上;
2.根据权利要求1所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,所述夹持机构(23)包含安装于所述安装台(22)上的升降气缸(233)、和所述升降气缸(233)的活塞杆相连接的安装板(234)、两个相对设置的夹持板(231)、和两个所述夹持板(231)分别连接的驱动气缸(232),驱动气缸(232)安装于所述安装板(234)上。
3.根据权利要求2所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,两个相对设置的夹持板(231)呈上下布置以用于夹住钢管的内外壁。
4.根据权利要求1所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,所述水平移动机构(21)具体包含水平导轨(211)、滑动设置在水平导轨(211)上的滑动块(212),且所述滑动块(212)由皮带(213)带动,所述皮带(213)装配在两个皮带轮(214)上。
5.根据权利要求1所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,所述辅助推送机构(3)的下方还设置有用于将钢管成型机(2)上的钢管引导至所述输送机构(11)上的若干过渡辊(4)。
6.根据权利要求1所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,所述输送机构(11)包含相对设置的两个输送组件(111),两个输送组件(111)之间形成输送通道(112);所述输送组件(111)包含两个竖立设置的动力链轮(1111)、与所述动力链轮(1111)相配合的并由所述动力链轮(1111)带动的链带(1112)、沿链带(1112)轮廓布置的并连接于链带(1112)表面的多个摩擦块(1113)。
7.根据权利要求6所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,所述摩擦块(1113)具有与钢管适配的弧形槽。
8.根据权利要求6所述的一种薄壁不锈钢在线波纹加工装置,其特征在于,所述输送通道(112)的宽度大于夹持机构(23)的宽度以允许夹持机构(23)运动至输送通道(112)中。
技术总结
一种薄壁不锈钢在线波纹加工装置,包括波纹加工机以及钢管成型机,波纹加工机包含用于将钢管向前输送的输送机构,钢管成型机设置于输送机构的侧方,且钢管成型机的末端处于输送机构的输送方向的延长线上。本技术,加工效率更高。
技术研发人员:朱友如,钱国强,陈凯,汤和伟,沈杨斌,褚明辉,徐伟华,吴圣昊,闵玉泉
受保护的技术使用者:浙江金洲管道科技股份有限公司
技术研发日:20231229
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!