一种新能源汽车锂电池外壳压面精刻加工装置的制作方法
[]本技术涉及新能源汽车零部件加工,具体地说是一种新能源汽车锂电池外壳压面精刻加工装置。
背景技术:
0、[背景技术]
1、锂电池作为储能单元在各行各业均有重要作用,是一种绿色高能可充电池。例如动力电池广泛用于新能源汽车等领域,由于其具有电压高、比能量大、充放寿命长、放电性能稳定、无污染等特点,深受社会和用户的欢迎。由于锂电池采用钴酸锂作为正极,当在锂电池过充的情况下,锂离子在负极堆积形成枝晶,刺穿隔膜,形成内部短路,隔膜被穿透,内部形成大电流,温度上升导致隔膜融化,短路面积进一步扩大,目前市场上的锂电池防爆主要采用锂电池外壳冲压防爆刻痕方式防爆。
2、现有的锂电池外壳刻痕加工主要存在以下不足之处:一方面,基本采用人工焊接或者半自动点焊方式加工,不仅工作效率低,生产成本高,而且刻痕加工精度很难得到保证,无法确保达到安全性能;另一方面,在对锂电池外壳冲压防爆刻痕之后,往往会发生锂电池外壳外扩,造成产品变形的现象发生。
技术实现思路
0、[
技术实现要素:
]
1、本实用新型的目的就是要解决上述的不足而提供一种新能源汽车锂电池外壳压面精刻加工装置,解决了现有锂电池外壳刻痕加工基本采用人工焊接或者半自动点焊方式加工所存在的工作效率低,生产成本高,以及锂电池外壳外扩而造成产品变形的现象发生的问题。
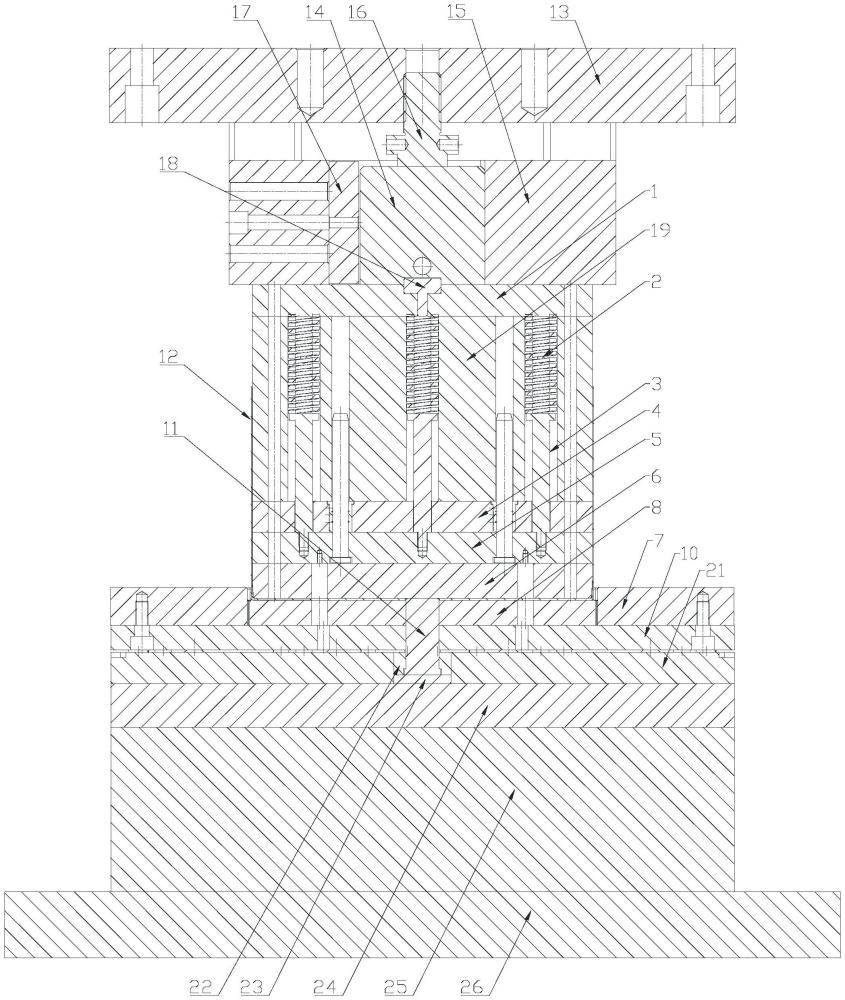
2、为实现上述目的设计一种新能源汽车锂电池外壳压面精刻加工装置,包括上盖板1、弹簧2、等高螺栓3、上夹板4、上背板5、上模6、凹模7、内顶板8、斜滑块9、凹模背板10及冲头11;所述等高螺栓3可上下滑动式安装于上夹板4上,所述等高螺栓3顶端连接弹簧2一端,所述弹簧2另一端连接上盖板1,所述上夹板4下方设有上背板5,所述等高螺栓3底端穿过上夹板4后连接上背板5,所述上背板5与其下方的上模6连接为一体,所述等高螺栓3在被弹簧2压住时,所述传递弹簧力至上背板5和上模6以推动上背板5和上模6,待刻防爆压痕的锂电池外壳12由下而上套装于上夹板4、上背板5及上模6的外围;所述上模6的下方设有凹模7,上模6外围与凹模7的凹陷部配合连接,所述凹模7的凹陷部装设有内顶板8,所述内顶板8位于上模6下方,所述内顶板8两侧设置有斜滑块9,所述斜滑块9的外侧面设置为倾斜面,所述斜滑块9的倾斜面由下至上逐渐向外侧倾斜,所述凹模7下方设置有凹模背板10,所述内顶板8及斜滑块9均设于凹模背板10上,并通过凹模背板10进行下限位,所述凹模背板10内穿设有冲头11,所述冲头11的冲压端朝上布置,并穿过内顶板8,所述上模6下压后通过内顶板8带动两侧的斜滑块9,所述斜滑块9下压的同时因其倾斜面而朝内侧挤压,进而压住锂电池外壳12的侧壁以防止外扩,继续下压的内顶板8带动凹模背板10下压,进而使得冲头11的冲压端对锂电池外壳12底部刻防爆压痕。
3、进一步地,所述上盖板1上方设置有上模座13、模柄14及模柄固定块15,所述上模座13用于固定连接冲床,所述上模座13通过调整螺栓16连接模柄14,所述模柄14固定于模柄固定块15内,并通过压板17及螺栓锁紧为一体,所述模柄14底端通过定位板18固定于上盖板1上。
4、进一步地,所述上夹板4与上盖板1之间设置有垫块19,所述垫块19内设有至少两个弹簧安装腔,所述弹簧安装腔沿竖直方向布置,所述弹簧2及等高螺栓3设于弹簧安装腔内。
5、进一步地,所述斜滑块9上方设置有滑块压板20,所述滑块压板20固定于凹模7的凹陷部,所述滑块压板20用于控制斜滑块9高度并防止斜滑块9自凹模7的凹陷部出来。
6、进一步地,所述内顶板8与斜滑块9之间设置有阶梯槽,所述内顶板8通过阶梯槽带动斜滑块9。
7、进一步地,所述内顶板8底端外周边设置有向内凹陷的凹槽一,所述斜滑块9的内侧面底端设有向内突出的凸起一,并通过凸起一配合连接凹槽一,所述内顶板8通过凹槽一和凸起一带动斜滑块9。
8、进一步地,所述凹模背板10的下方可拆卸式安装有下夹板21,所述下夹板21内固定有下夹入块22,所述冲头11安装于下夹入块22内,并通过下夹入块22和下夹板21进行快速调换。
9、进一步地,所述下夹入块22下方设置有入块垫板23,所述入块垫板23为经硬度热处理材料制成,所述入块垫板23用于避免冲头11朝下产生凹陷。
10、进一步地,所述下夹板21下方设置有下垫板24、下垫块25及下模板26,所述下夹板21、下垫板24、下垫块25通过螺栓固定为一体,所述下垫块25底端通过螺栓固定有下模板26,所述下模板26用于固定连接冲床。
11、本实用新型同现有技术相比,通过设置有上模、内顶板、斜滑块和凹模等,且斜滑块的外侧面设置为由下至上逐渐向外侧倾斜的倾斜面,从而当上模下压后通过内顶板带动两侧的斜滑块,斜滑块下压的同时朝内侧挤压,进而压住锂电池外壳的侧壁,从而当继续下压的内顶板带动凹模背板下压使得冲头的冲压端对锂电池外壳底部刻防爆压痕时,可以防止锂电池外壳外扩而发生变形,且操作非常便利,提高了工作效率,保证了冲压刻痕加工精度,实现了在电池内部气压过高时,通过冲压刻痕可以起到初步泄压的效果,进而避免发生爆炸,确保安全性能,解决了现有锂电池外壳刻痕加工基本采用人工焊接或者半自动点焊方式加工所存在的工作效率低,生产成本高,以及刻痕加工精度很难得到保证,无法确保达到安全性能,锂电池外壳外扩而造成产品变形的现象发生的问题;本实用新型应用于新能源汽车锂电池外壳上,也可以广泛应用于其它汽车电子、航空、家电等行业,适应性强,运用更广,值得推广应用。
技术特征:
1.一种新能源汽车锂电池外壳压面精刻加工装置,其特征在于:
2.如权利要求1所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述上盖板(1)上方设置有上模座(13)、模柄(14)及模柄固定块(15),所述上模座(13)用于固定连接冲床,所述上模座(13)通过调整螺栓(16)连接模柄(14),所述模柄(14)固定于模柄固定块(15)内,并通过压板(17)及螺栓锁紧为一体,所述模柄(14)底端通过定位板(18)固定于上盖板(1)上。
3.如权利要求1所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述上夹板(4)与上盖板(1)之间设置有垫块(19),所述垫块(19)内设有至少两个弹簧安装腔,所述弹簧安装腔沿竖直方向布置,所述弹簧(2)及等高螺栓(3)设于弹簧安装腔内。
4.如权利要求1、2或3所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述斜滑块(9)上方设置有滑块压板(20),所述滑块压板(20)固定于凹模(7)的凹陷部,所述滑块压板(20)用于控制斜滑块(9)高度并防止斜滑块(9)自凹模(7)的凹陷部出来。
5.如权利要求1、2或3所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述内顶板(8)与斜滑块(9)之间设置有阶梯槽,所述内顶板(8)通过阶梯槽带动斜滑块(9)。
6.如权利要求5所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述内顶板(8)底端外周边设置有向内凹陷的凹槽一,所述斜滑块(9)的内侧面底端设有向内突出的凸起一,并通过凸起一配合连接凹槽一,所述内顶板(8)通过凹槽一和凸起一带动斜滑块(9)。
7.如权利要求1、2或3所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述凹模背板(10)的下方可拆卸式安装有下夹板(21),所述下夹板(21)内固定有下夹入块(22),所述冲头(11)安装于下夹入块(22)内,并通过下夹入块(22)和下夹板(21)进行快速调换。
8.如权利要求7所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述下夹入块(22)下方设置有入块垫板(23),所述入块垫板(23)为经硬度热处理材料制成,所述入块垫板(23)用于避免冲头(11)朝下产生凹陷。
9.如权利要求8所述的新能源汽车锂电池外壳压面精刻加工装置,其特征在于:所述下夹板(21)下方设置有下垫板(24)、下垫块(25)及下模板(26),所述下夹板(21)、下垫板(24)、下垫块(25)通过螺栓固定为一体,所述下垫块(25)底端通过螺栓固定有下模板(26),所述下模板(26)用于固定连接冲床。
技术总结
本技术涉及一种新能源汽车锂电池外壳压面精刻加工装置,包括等高螺栓,等高螺栓顶端连接弹簧一端,弹簧另一端连接上盖板,上夹板下方设有上背板,等高螺栓底端穿过上夹板后连接上背板,上背板与其下方的上模连接为一体,待刻防爆压痕的锂电池外壳由下而上套装于上夹板、上背板及上模外围;上模的下方设有凹模,凹模的凹陷部装设有内顶板,内顶板位于上模下方,内顶板两侧设置有斜滑块,斜滑块的外侧面设置为倾斜面,凹模下方的凹模背板内穿设有冲头,上模下压后通过内顶板带动两侧的斜滑块,斜滑块朝内侧挤压,进而压住锂电池外壳的侧壁以防止外扩;本技术解决了现有锂电池外壳刻痕加工时锂电池外壳外扩而造成产品变形的现象发生的问题。
技术研发人员:孙芸,戴恩立
受保护的技术使用者:上海砚泽智能科技有限公司
技术研发日:20231228
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!