一种后箱天线局部焊接装置的制作方法
本技术涉及汽车天线,更具体地说,是涉及一种后箱天线局部焊接装置。
背景技术:
1、后箱天线通常被安装在后备箱盖上,与车辆的中控系统或车钥匙进行无线通信,以实现遥控开启或关闭后备箱的功能,当车主按下车钥匙上的相应按钮或通过车辆中控系统的操作,发出开启或关闭后备箱的指令。后箱天线接收到这个指令后,将其传输给车辆的中控系统或安全系统。然后,中控系统或安全系统根据接收到的指令,控制后备箱的电动开启或关闭机构,实现遥控操作。
2、然而,现有的后箱天线在进行加工时,需要通过焊接装置对天线上的两处位置进行高速焊接处理,在每个天线的焊接处理之前,均需要该天线依次经过高度测量、电容测量、以及焊接预热等流程,在对后箱天线进行过第一次焊接处理后,还要再人工转运走一遍前置预设流程后,进行第二次焊接处理,耗时耗力,不便于大规模化自动化生产。
3、因此,现有技术存在缺陷与不足,有待进一步改进和发展。
技术实现思路
1、本实用新型的目的在于提供一种后箱天线局部焊接装置,解决了现有技术中在对后箱天线进行过第一次焊接处理后,还要再人工转运走一遍前置流程后,再进行第二次焊接处理,耗时耗力,不便于大规模化自动化生产的问题。
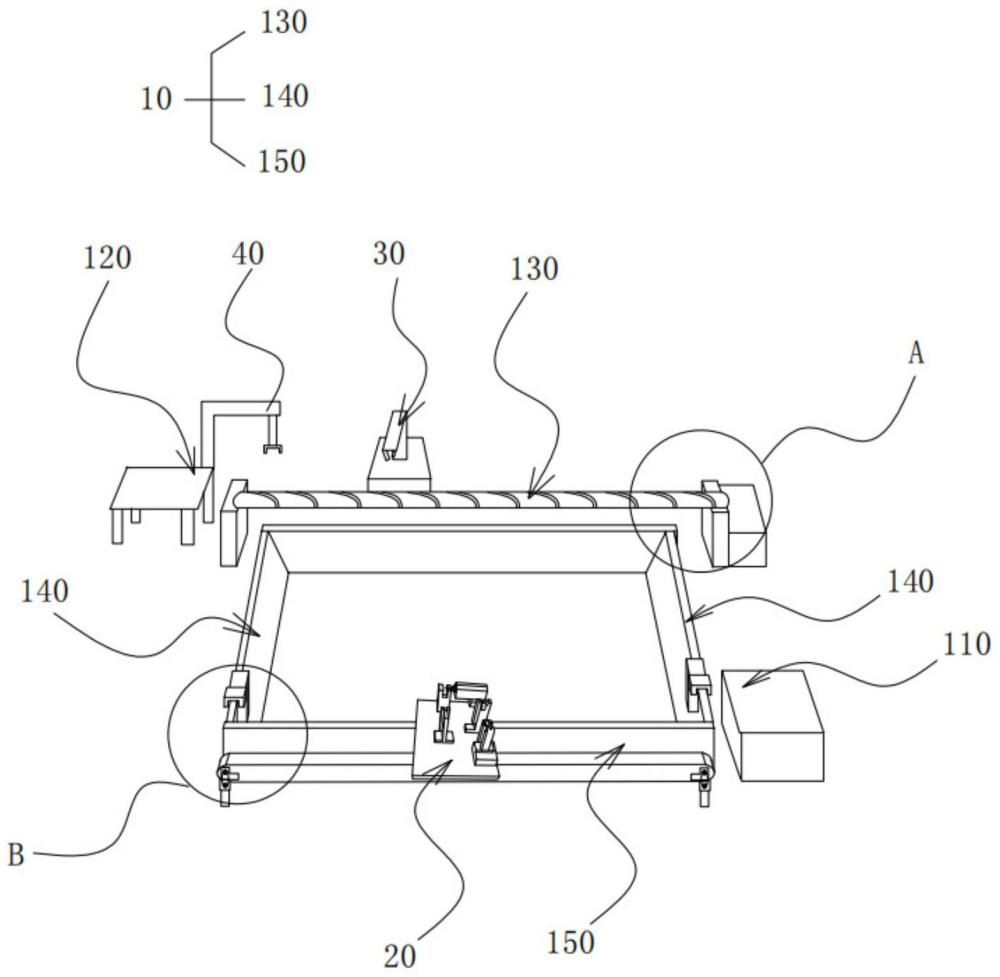
2、为实现上述目的,本实用新型采用的技术方案是:提供了一种后箱天线局部焊接装置,包括:
3、输送机构,输送机构上设置有上料口以及下料口;
4、载体,载体设置在输送机构上,载体上设置有第一物料位以及第二物料位;
5、焊接件,焊接件设置在输送机构的传动方向上,并用于焊接天线;
6、机械手,机械手设置在输送机构的下料口位置处,并用于取出第一物料位上的待加工天线以及将第二物料位上的待加工天线翻转并抓取到第一物料位上;
7、载体通过输送机构的驱动依次经过上料口、预处理工位、焊接件以及下料口。
8、可选地,输送机构包括第一输送机构、两个第二输送机构以及第三输送机构,两个第二输送机构相互平行设置,第一输送机构与第三输送机构分别垂直于第二输送机构。
9、可选地,第一输送机构包括:
10、传动丝杆,传动丝杆上具有滑槽;
11、第一驱动电机,第一驱动电机用于驱动传动丝杆进行转动;
12、第一导轨,第一导轨与传动丝杆相对平行设置,并用于引导载体呈直线运动。
13、可选地,第二输送机构包括:
14、第二导轨;
15、第二滑块,第二滑块活动连接在第二导轨上;
16、第二驱动电机,第二驱动电机用于驱动第二滑块在第二导轨做直线的往复运动。
17、可选地,第三输送机构包括:
18、第三驱动电机;
19、传动皮带,传动皮带通过第三驱动电机的带动下进行移动;
20、第三导轨,第三导轨与传动皮带相对平行设置,并用于引导载体呈直线运动。
21、可选地,载体底部设置有卡槽,卡槽用于卡接第一输送机构、第二输送机构以及第三输送机构。
22、可选地,载体底部还设置有凸台,凸台与滑槽相匹配,并用于卡接在滑槽内。
23、可选地,第一物料位以及第二物料位均包括两个限位台,限位台上均设置有限位凹槽,限位凹槽用于固定天线。
24、可选地,第二物料位还包括气缸,气缸用于将天线按压固定在第二物料位上。
25、可选地,第一输送机构以及第三输送机构设置在第二输送机构的上方。
26、本实用新型提供的一种后箱天线局部焊接装置的有益效果至少在于:机械手可以将另一个天线从第二物料位翻转并移动到第一物料位,准备进行下一轮的焊接,这样的循环操作使得可以同时进行两个天线的焊接,减少了等待时间。输送机构是整个装置的核心,负责将载体连同上面的物料依次经过上料口、预处理工位、焊接件以及下料口。输送机构确保了物料在各个工序之间的顺畅移动,保证了连续的生产流程。通过机械手和输送机构的配合使用,实现了天线从上料、预处理、焊接到下料的全自动化流程。这减少了人工操作的需求,降低了劳动成本和人为错误的可能性。
技术特征:
1.一种后箱天线局部焊接装置,其特征在于,包括:
2.如权利要求1所述的后箱天线局部焊接装置,其特征在于,所述输送机构包括第一输送机构、两个第二输送机构以及第三输送机构,两个所述第二输送机构相互平行设置,所述第一输送机构与所述第三输送机构分别垂直于所述第二输送机构。
3.如权利要求2所述的后箱天线局部焊接装置,其特征在于,所述第一输送机构包括:
4.如权利要求2所述的后箱天线局部焊接装置,其特征在于,所述第二输送机构包括:
5.如权利要求2所述的后箱天线局部焊接装置,其特征在于,第三输送机构包括:
6.如权利要求2所述的后箱天线局部焊接装置,其特征在于,所述载体底部设置有卡槽,所述卡槽用于卡接所述第一输送机构、所述第二输送机构以及所述第三输送机构。
7.如权利要求3所述的后箱天线局部焊接装置,其特征在于,所述载体底部还设置有凸台,所述凸台与所述滑槽相匹配,并用于卡接在所述滑槽内。
8.如权利要求1所述的后箱天线局部焊接装置,其特征在于,第一物料位以及第二物料位均包括两个限位台,所述限位台上均设置有限位凹槽,所述限位凹槽用于固定天线。
9.如权利要求8所述的后箱天线局部焊接装置,其特征在于,第二物料位还包括气缸,所述气缸用于将天线按压固定在所述第二物料位上。
10.如权利要求2所述的后箱天线局部焊接装置,其特征在于,所述第一输送机构以及所述第三输送机构设置在所述第二输送机构的上方。
技术总结
本技术提供一种后箱天线局部焊接装置,其中包括:输送机构,输送机构上设置有上料口以及下料口;载体,载体设置在输送机构上,载体上设置有第一物料位以及第二物料位;焊接件,焊接件设置在输送机构的传动方向上,并用于焊接天线;机械手,机械手设置在输送机构的下料口位置处,并用于取出第一物料位上的待加工天线以及将第二物料位上的待加工天线翻转并抓取到第一物料位上;载体通过输送机构的驱动依次经过上料口、预处理工位、焊接件以及下料口。解决了现有技术中在对后箱天线进行过第一次焊接处理后,还要再人工转运走一遍前置流程后,再进行第二次焊接处理,耗时耗力,不便于大规模化自动化生产的问题。
技术研发人员:小池隆则
受保护的技术使用者:爱信(佛山)电子有限公司
技术研发日:20231228
技术公布日:2024/11/11
- 还没有人留言评论。精彩留言会获得点赞!