一种双动复合冲压成型装置的制作方法
本技术涉及汽车模具,尤其涉及一种双动复合冲压成型装置。
背景技术:
1、随着工艺设计水平的提高,钣金零件的形状也越来越复杂,大多数零件都有同时存在向上(成型)和向下(翻边)特征,通常会将不同区域的翻边成型分配到多个工序完成,如图1所示:工序a先完成两侧向下的翻边成型,工序b是在工序a的基础上完成向上的翻边。其中,上述两个工序所使用的模具如图2所示,包括下模座1、上模座7、凸模20、下翻边镶块21、压料器22、弹性元件23、上翻边模块24和顶件器25;这样做的优势是模具简单,但是增加了模具数量,需要两台压机完成,增加了模具成本,降低了生产节拍。
2、如果将上述的工序a和工序b合并在一起,结构简图如图3,这样的模具分别在向下翻边和向上翻边的部位使用了压料装置,即图3中的压料器22和顶件器25,从图3中看出,该模具的压料器22和顶件器25并不在同一位置,当开模时,顶件器25和压料器22在弹性元件23的作用下,顶件器25向上运动,压料器22向下运动,由于受力不在一个地方,顶件器25和压料器22会将成型零件压变形。
3、为了解决上述问题,如果将下模的顶件器25的弹性元件23更换成压机的顶杆,可以采用延时功能;模具压制完成后,随着压机拉开,压料器22下行,压机的顶杆暂时不动,等压机的上滑块提起后,压料器22完全脱离模具型面时,压机顶杆才开始工作,将顶件器顶出;但是,由于机床在运行的过程中有等待,在生产中通常只能达到6-8次/min,大大降低了模具的生产节拍。
技术实现思路
1、本实用新型的目的就在于提供一种双动复合冲压成型装置,以解决上述问题。
2、为了实现上述目的,本实用新型采用的技术方案是这样的:
3、一种双动复合冲压成型装置,包括下模座和上模座,在所述下模座和上模座之间设置有下模单元和上模单元,其中,所述下模单元包括下压料器和分别位于下压料器两侧的固定凹模和固定凸模,所述上模单元包括上压料器和固定凸凹模,所述下模座与下压料器之间设置有弹性元件a,所述上模座与上压料器之间设置有弹性元件b,在所述下压料器与上压料器之间设置有滑块,所述滑块与上压料器构成滑动副连接并通过动力单元驱动,在所述滑块的两侧分别设置有限位块a和限位块b,并在所述滑块的两侧分别设置有位置传感器a和位置传感器b。
4、滑块与上压料器构成滑动副连接并通过气缸驱动,通过限位块a和限位块b限位;利用滑块来控制上压料器与下压料器的运动逻辑,保持正确的模具间隙。
5、作为优选的技术方案:在所述滑块与下压料器的接触面设置有耐磨块a。
6、作为优选的技术方案:在所述滑块与上压料器的接触面设置有耐磨块b。
7、作为优选的技术方案:所述弹性元件a和弹性元件b均为氮气缸。
8、作为优选的技术方案:所述动力单元为双作用气缸,所述双作用气缸固定于下压料器上。
9、作为进一步优选的技术方案:还包括卡板,所述双作用气缸的活塞杆通过气缸接头配合所述卡板与滑块连接。
10、作为更进一步优选的技术方案:在所述滑块上方设置有用于滑块导向的导向盖板。
11、与现有技术相比,本实用新型的优点在于:本实用新型通过滑块优选启动滑块装置控制双浮动复合冲压模具运动过程,实现模具多工序内容在一次冲压中完成,且能保证零件开模时不被压料器相反的复位运动破坏,同时开模时可以自动将制件顶出,方便取件;本实用新型能够能减少模具数量,生产效率能达到12-15次/min,大大提高了模具的生产节拍,从而达到提高效率、节约成本的目的。
技术特征:
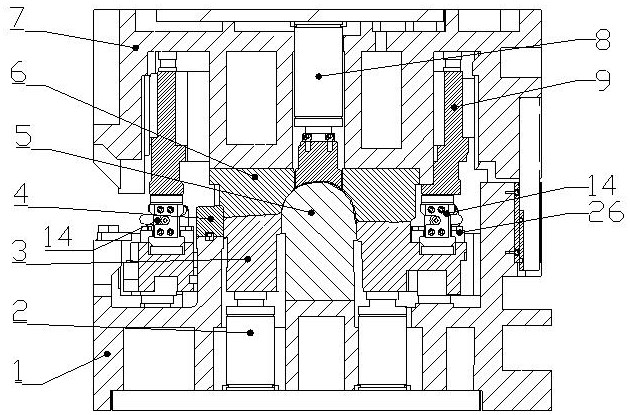
1.一种双动复合冲压成型装置,其特征在于,包括下模座(1)和上模座(7),在所述下模座(1)和上模座(7)之间设置有下模单元和上模单元,其中,所述下模单元包括下压料器(3)和分别位于下压料器(3)两侧的固定凹模(4)和固定凸模(5),所述上模单元包括上压料器(9)和固定凸凹模(6),所述下模座(1)与下压料器(3)之间设置有弹性元件a(2),所述上模座(7)与上压料器(9)之间设置有弹性元件b(8),在所述下压料器(3)与上压料器(9)之间设置有滑块(14),所述滑块(14)与上压料器(9)构成滑动副连接并通过动力单元驱动,在所述滑块(14)的两侧分别设置有限位块a(13)和限位块b(15),并在所述滑块(14)的两侧分别设置有位置传感器a(10)和位置传感器b(11);在所述滑块(14)与下压料器(3)的接触面设置有耐磨块a(16);在所述滑块(14)与上压料器(9)的接触面设置有耐磨块b(17)。
2.根据权利要求1所述的一种双动复合冲压成型装置,其特征在于:所述弹性元件a和弹性元件b均为氮气缸。
3.根据权利要求1所述的一种双动复合冲压成型装置,其特征在于:所述动力单元为双作用气缸(12),所述双作用气缸(12)固定于下压料器(3)上。
4.根据权利要求3所述的一种双动复合冲压成型装置,其特征在于:还包括卡板(18),所述双作用气缸(12)的活塞杆通过气缸接头(19)配合所述卡板(18)与滑块(14)连接。
5.根据权利要求4所述的一种双动复合冲压成型装置,其特征在于:在所述滑块(14)上方设置有用于滑块(14)导向的导向盖板(26)。
技术总结
本技术公开了一种双动复合冲压成型装置,属于汽车模具技术领域,包括下模座和上模座,在所述下模座和上模座之间设置有下模单元和上模单元,所述下模单元包括下压料器和固定凹模、固定凸模,所述上模单元包括上压料器和固定凸凹模,在所述下压料器与上压料器之间设置有滑块,所述滑块与上压料器构成滑动副连接并通过动力单元驱动,在所述滑块的两侧分别设置有限位块A和限位块B;本技术能够实现模具多工序内容在一次冲压中完成,且能保证零件开模时不被压料器相反的复位运动破坏,同时开模时可以自动将制件顶出,方便取件;本技术能够能减少模具数量,减少冲次,达到提高效率、节约成本的目的。
技术研发人员:李德辉,周霞,赵明,曹知平,高健
受保护的技术使用者:四川成飞集成吉文汽车零部件有限公司
技术研发日:20231229
技术公布日:2024/9/9
- 还没有人留言评论。精彩留言会获得点赞!