本技术属于工装夹具,具体涉及一种滚刀加工用涨套芯轴。
背景技术:
1、滚刀是刀齿沿圆柱或圆锥作螺旋线排列的齿轮加工刀具﹐用于按展成法加工圆柱齿轮﹑蜗轮和其他圆柱形带齿的工件。根据用途的不同﹐滚刀分为齿轮滚刀﹑蜗轮滚刀﹑非渐开线展成滚刀和定装滚刀等。
2、滚刀加工通常是利用芯轴夹具来实现装夹,但是旧有的常规芯轴夹具对带有避空槽的滚刀进行装夹时,芯轴与滚刀内孔之间具有间隙,因此后续滚刀加工过程中,会产生不符合要求的外圆跳动,严重影响滚刀磨削加工的精度。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种滚刀加工用涨套芯轴,意在解决现有滚刀装夹时,滚刀内孔装夹间隙过大、滚刀铣床芯轴键槽角度固定较差、滚刀两端偏摆量过大的问题。
2、本实用新型通过以下技术手段解决上述技术问题:
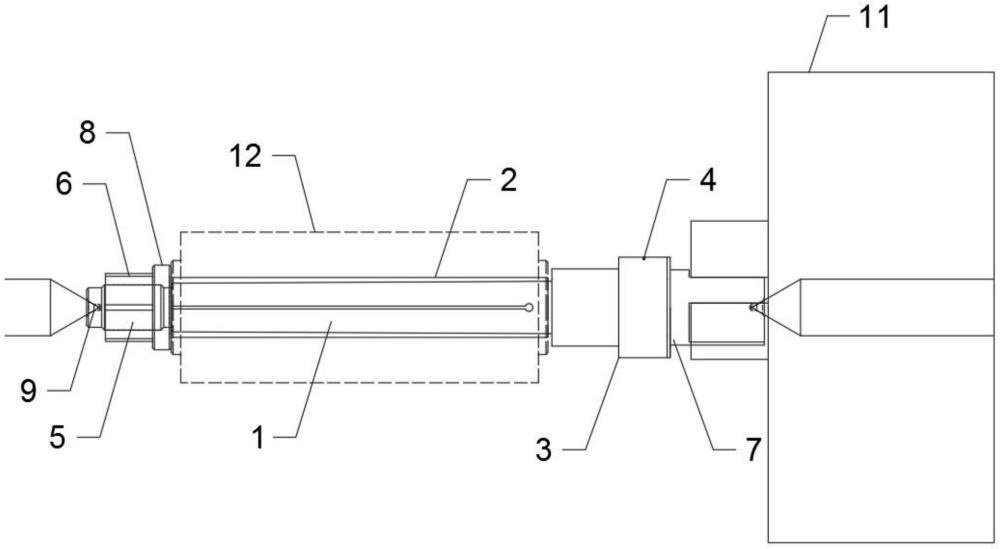
3、一种滚刀加工用涨套芯轴,包括芯轴本体,所述芯轴本体中部设有涨套,所述涨套一端设有与芯轴本体固定连接的限位柱,所述限位柱的圆周侧开设有螺纹孔,所述螺纹孔内螺纹连接有加压螺钉,所述螺纹孔下端设有竖向延伸的活动槽,所述活动槽内密闭滑动连接有活塞块,所述活塞块正对加压螺钉,所述活动槽下端设有输油槽,所述输油槽远离活动槽的一端与芯轴本体和涨套之间的空隙空间相通,所述活动槽、输油槽以及芯轴本体和涨套之间的空隙空间放置有液压油,所述涨套另一端设有与芯轴本体固定连接的螺纹柱,所述螺纹柱上螺纹连接有锁紧螺母,所述芯轴本体靠近限位柱的一端设有连接座,所述芯轴本体靠近螺纹柱的一端设有连接头。
4、进一步,所述锁紧螺母靠近涨套的一侧设有垫圈。
5、进一步,所述连接座和连接头外侧对应芯轴本体中心线的位置均开设有定位孔。
6、进一步,所述连接座圆周侧远离涨套的一端设置有三个平面槽,三个平面槽呈圆周阵列分布,所述连接座通过三个平面槽与三爪卡盘相配合。
7、有益效果:
8、本实用新型一种滚刀加工用涨套芯轴设有芯轴本体、涨套、限位柱、螺纹孔、螺纹柱、锁紧螺母、连接座、垫圈和定位孔,能够对滚刀进行充分固定,滚刀内孔装夹无间隙,滚刀两端无偏摆,装夹精度高,最终制备的滚刀质量好。
技术特征:1.一种滚刀加工用涨套芯轴,其特征在于:包括芯轴本体(1),所述芯轴本体(1)中部设有涨套(2),所述涨套(2)一端设有与芯轴本体(1)固定连接的限位柱(3),所述限位柱(3)的圆周侧开设有螺纹孔(4),所述螺纹孔(4)内螺纹连接有加压螺钉,所述螺纹孔(4)下端设有竖向延伸的活动槽,所述活动槽内密闭滑动连接有活塞块,所述活塞块正对加压螺钉,所述活动槽下端设有输油槽,所述输油槽远离活动槽的一端与芯轴本体(1)和涨套(2)之间的空隙空间相通,所述活动槽、输油槽以及芯轴本体(1)和涨套(2)之间的空隙空间放置有液压油,所述涨套(2)另一端设有与芯轴本体(1)固定连接的螺纹柱(5),所述螺纹柱(5)上螺纹连接有锁紧螺母(6),所述芯轴本体(1)靠近限位柱的一端设有连接座,所述芯轴本体(1)靠近螺纹柱的一端设有连接头。
2.根据权利要求1所述的一种滚刀加工用涨套芯轴,其特征在于:所述锁紧螺母(6)靠近涨套(2)的一侧设有垫圈(8)。
3.根据权利要求1所述的一种滚刀加工用涨套芯轴,其特征在于:所述连接座(7)和连接头外侧对应芯轴本体(1)中心线的位置均开设有定位孔(9)。
4.根据权利要求3所述的一种滚刀加工用涨套芯轴,其特征在于:所述连接座(7)圆周侧远离涨套(2)的一端设置有三个平面槽(10),三个平面槽(10)呈圆周阵列分布,所述连接座(7)通过三个平面槽(10)与三爪卡盘相配合。
技术总结本技术属于工装夹具技术领域,公开了一种滚刀或同类型以孔定位加工的涨套芯轴,包括芯轴本体,芯轴本体中部设有涨套,涨套一端设有锁紧螺母和压紧垫圈,另一端设有限位柱和控制涨套膨胀程度的加压螺钉,芯轴本体两端分别设有连接座和连接头。本技术滚刀加工用涨套芯轴,能够对滚刀进行充分固定,滚刀内孔装夹无间隙,防止加工中因装夹间隙较大出现振动的可能。滚刀两端无偏摆,轴向位置调节方便,装夹精度高,传递扭矩大,最终制备的滚刀质量好。
技术研发人员:匡远明,刘世李,余晓波,蒋宁,王海龙,王瑛
受保护的技术使用者:重庆工具厂有限责任公司
技术研发日:20231229
技术公布日:2024/8/20