一种可以调节冲压产品直角角度的冲压模具的制作方法
本技术涉及冲压模具,特别涉及一种可以调节冲压产品直角角度的冲压模具。
背景技术:
1、现有的冲压成形的带有直角的五金件,对五金件中直角的精确度是有要求的,要求五金件的直角部分的直角度为90°±0.5°;在五金件的生产中,一般先通过一系列的冲压工序将五金件冲压成其中直角部分略大于90°的半成品,最后再对半成品进行直角角度的整形得到成品;现有技术中,对半成品中直角角度的整形,要靠工人的经验,没有调整基准和数据可以依据,可能需要多次拆模,通过更换冲压模具的里面的配件或进行垫高、焊接等操作来得到最后尺寸合格的成品,非常耗费时间,现提出一种可以调节冲压产品直角角度的冲压模具来解决现有技术中存在的问题。
技术实现思路
1、本实用新型目的是:提供一种可以调节冲压产品直角角度的冲压模具,以解决现有技术中对半成品中直角角度的整形,要靠工人的检验,没有调整基准和数据可以依据,可能需要多次拆模,耗费时间长的问题。
2、本实用新型的技术方案是:一种可以调节冲压产品直角角度的冲压模具,包括冲压模具本体以及设置在冲压模具本体中的调节机构;所述冲压产品呈直角状,包括水平部和竖直部;
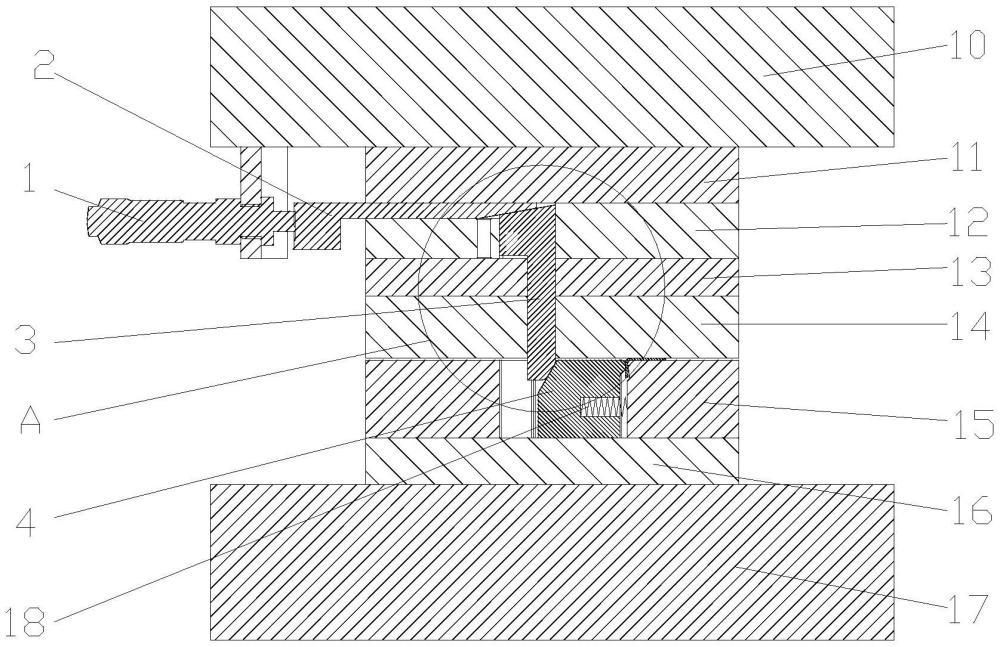
3、所述调节机构包括部分露在冲压模具本体外的旋拧推送件、设置在冲压模具本体内部的传动块和推动块,所述旋拧推送件包括露在冲压模具本体外的千分尺测微头、与千分尺测微头的测杆固定连接且位于冲压模具本体内部的活动板;
4、当冲压模具本体合模后,旋拧千分尺测微头可以使活动板水平向右移动,活动板的水平向右移动驱动传动块竖直向下移动,传动块的竖直向下移动驱动推动块水平向右移动,推动块的水平向右移动使推动块与冲压产品的竖直部相顶抵。
5、优选的,所述活动板的底面设置有第一倾斜面,传动块的顶面设置有第二倾斜面,所述第一倾斜面与第二倾斜面相互平行;所述传动块的右侧边设置有第三倾斜面,所述推动块的左侧面设置有第四倾斜面,所述第三倾斜面与第四倾斜面相互平行。
6、优选的,所述推动块与冲压产品的竖直部接触处为一凸起,且该凸起的最高点为一平面。
7、优选的,所述第二倾斜面与水平面的锐角夹角为10°,所述第四倾斜面与水平面的锐角夹角为60°。
8、优选的,所述冲压模具本体从上至下依次为上模座、上垫板、上夹板、止挡板、脱料板、下模板、下垫板、下模座;
9、所述上夹板上开设水平向的第一槽口用以容纳活动板,且活动板的顶面与上垫板的底面相接触;所述活动板与第一槽口水平向间隙配合,以实现活动板可在第一槽口中水平向移动。
10、优选的,所述传动块为倒l字形,所述上夹板竖直向贯穿开设有第二槽口,所述止挡板和脱料板共同竖直向贯穿开设有第三槽口,所述传动块的水平部位于第二槽口中,所述传动块的竖直部位于第三槽口且部分突出于脱料板;所述传动块的水平部的最大厚度小于夹料板的板厚;所述传动块与第二槽口和第三槽口竖直向间隙配合,以实现传动块可在第二槽口和第三槽口中竖直向移动;所述活动板在其行程的最右端时,活动板的第一倾斜面与传动块的第二倾斜面相顶抵。
11、优选的,所述下模板开设有第五槽口用于容纳推动块,所述推动块与第五槽口水平向间隙配合,以实现推动块可在第五槽口中水平向移动;所述传动块在其行程的最下端时,传动块的第三倾斜面与推动块的第四倾斜面相顶抵。
12、优选的,所述推动块其中与冲压产品接触一侧开设有安装孔,安装孔内装有弹簧,所述弹簧在不受外力状态下一端与下模板的侧壁相抵。
13、优选的,所述千分尺测微头固定在上模座。
14、与现有技术相比,本实用新型的优点是:
15、本实用新型中的一种可以调节冲压产品直角角度的冲压模具,通过带有刻度的千分尺微测头,来进行对直角部分略大于90°的冲压半成品进行直角角度的整形,相较于现有技术的没有调整基准和数据的对冲压模具进行的调整,调整速度快,且无需拆模,时效性高。
技术特征:
1.一种可以调节冲压产品直角角度的冲压模具,其特征在于:包括冲压模具本体以及设置在冲压模具本体中的调节机构;所述冲压产品呈直角状,包括水平部和竖直部;
2.根据权利要求1所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述活动板的底面设置有第一倾斜面,传动块的顶面设置有第二倾斜面,所述第一倾斜面与第二倾斜面相互平行;所述传动块的右侧边设置有第三倾斜面,所述推动块的左侧面设置有第四倾斜面,所述第三倾斜面与第四倾斜面相互平行。
3.根据权利要求1所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述推动块与冲压产品的竖直部接触处为一凸起,且该凸起的最高点为一平面。
4.根据权利要求2所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述第二倾斜面与水平面的锐角夹角为10°,所述第四倾斜面与水平面的锐角夹角为60°。
5.根据权利要求1所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述冲压模具本体从上至下依次为上模座、上垫板、上夹板、止挡板、脱料板、下模板、下垫板、下模座;
6.根据权利要求5所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述传动块为倒l字形,所述上夹板竖直向贯穿开设有第二槽口,所述止挡板和脱料板共同竖直向贯穿开设有第三槽口,所述传动块的水平部位于第二槽口中,所述传动块的竖直部位于第三槽口且部分突出于脱料板;所述传动块的水平部的最大厚度小于夹料板的板厚;所述传动块与第二槽口和第三槽口竖直向间隙配合,以实现传动块可在第二槽口和第三槽口中竖直向移动;所述活动板在其行程的最右端时,活动板的第一倾斜面与传动块的第二倾斜面相顶抵。
7.根据权利要求5所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述下模板开设有第五槽口用于容纳推动块,所述推动块与第五槽口水平向间隙配合,以实现推动块可在第五槽口中水平向移动;所述传动块在其行程的最下端时,传动块的第三倾斜面与推动块的第四倾斜面相顶抵。
8.根据权利要求5所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述推动块其中与冲压产品接触一侧开设有安装孔,安装孔内装有弹簧,所述弹簧在不受外力状态下一端与下模板的侧壁相抵。
9.根据权利要求5所述的一种可以调节冲压产品直角角度的冲压模具,其特征在于:所述千分尺测微头固定在上模座。
技术总结
本技术涉及冲压模具技术领域,特别涉及一种可以调节冲压产品直角角度的冲压模具,包括冲压模具本体以及设置在冲压模具本体中的调节机构;冲压产品呈直角状,包括水平部和竖直部;调节机构包括部分露在冲压模具本体外的旋拧推送件、设置在冲压模具本体内部的传动块和推动块,旋拧推送件包括露在冲压模具本体外的千分尺测微头、与千分尺测微头的测杆固定连接且位于冲压模具本体内部的活动板;本技术通过带有刻度的千分尺微测头,来进行对直角部分略大于90°的冲压半成品进行直角角度的整形,调整速度快,且无需拆模,时效性高。
技术研发人员:张磊
受保护的技术使用者:利得福瑞金属制品(苏州)有限公司
技术研发日:20231229
技术公布日:2024/9/17
- 还没有人留言评论。精彩留言会获得点赞!