一种钛合金/碳钢复合板及其制备方法
本发明涉及金属复合板材料加工,尤其涉及一种钛合金/碳钢复合板及其制备方法。
背景技术:
1、随着科技不断的发展,单一材料的性能越来越难满足工业生产的需求。金属层状复合板因其性价比高、综合性能好以及对各种复杂环境适应性强的优点,能够达到单一金属不能满足的性能要求等,广泛被人们所认同。钛/钢复合板既具有钛优良的耐蚀性和热稳定性又具有合金钢的强韧性以及良好的焊接性。钛/钢复合板广泛应用于汽车、石油化工、航空航天、海洋工程、船舶等诸多领域。
2、钛/钢复合板的生产制备技术主要有爆炸复合法、扩散复合法、轧制复合法等。爆炸复合法是利用炸药爆炸产生的瞬间高温高压环境使得异种金属复合的一种工艺方法。爆炸复合法能够使异种金属得到很好的结合,但是同时也会产生界面应力集中,对复合板的长期使用具有较大的潜在威胁,且炸药的某些成分会残留在钛钢复合板的结合面上,造成夹杂,在钛/钢复合板的使用过程产生裂纹扩展开裂或局部应力集中,进而导致翘曲等不利影响。轧制复合法生产异种金属复合板的优点是:产品尺寸范围大,生产效率高,适合大批量生产,但是钛/钢复合板在高温下轧制是一个较为复杂的过程,因为钛合金和碳钢在相同温度下的变形抗力不同,且热物性差异较大,在轧制过程中会出现钛合金和碳钢变形不协调的情况,由于钛合金和碳钢的不协调变形,导致钛/钢界面产生较大残余应力,不仅影响钛/钢复合板的界面结合强度,还会导致轧制后的钛/钢复合板出现翘曲现象,在板料后续的成型及使用中,过大的残余应变会使界面产生微裂纹,进而裂纹扩展造成界面性能的恶化。综上,现有的钛/钢复合板的生产工艺均存在结合界面残余应力较大的问题,易使钛/钢复合板的使用过程产生裂纹扩展开裂或局部应力集中导致翘曲。
3、在实际生产过程中,往往通过热处理和自然时效等方法降低残余应力。热处理时常用的退火工艺一般为整体退火,这种方法是将整体复合板坯放入退火炉内进行退火,且在加热的过程当中存在内外加热时间的差别,造成复合板结合强度不一致等问题。而长时间自然时效大幅延长了整个加工时间,导致生产效率降低,成本提高等问题。
4、因此,如何提高生产效率,同时进一步降低钛合金/碳钢复合板界面残余应力,生产出界面结合紧密且界面残余应力低的钛合金/碳钢复合板,成为本领域亟待解决的技术问题。
技术实现思路
1、本发明的目的在于提供一种钛合金/碳钢复合板及其制备方法。本发明提供的制备方法得到的钛合金/碳钢复合板界面结合紧密且界面残余应力低。
2、为了实现上述发明目的,本发明提供以下技术方案:
3、本发明提供了一种钛合金/碳钢复合板的制备方法,包括如下步骤:
4、(1)将碳钢板的待复合面进行机械刻槽,得到刻槽碳钢板;
5、(2)将钛合金板的待复合面进行波纹轧制,得到轧制钛合金板;
6、(3)将所述步骤(1)得到的刻槽碳钢板和所述步骤(2)得到的轧制钛合金板的复合面相对放置进行组坯,得到复合坯料;
7、(4)将所述步骤(3)得到的复合坯料依次进行密封和抽真空,得到待轧制坯料;
8、(5)将所述步骤(4)得到的待轧制坯料依次进行加热、粗轧、精轧和热处理,得到钛合金/碳钢复合板;
9、所述步骤(1)和步骤(2)没有先后顺序;
10、所述步骤(1)中刻槽碳钢板的刻槽和所述步骤(2)中轧制钛合金板的波纹齿相互咬合。
11、优选地,所述步骤(1)中刻槽碳钢板的刻槽宽度为6~10mm,深度为2~5mm。
12、优选地,所述步骤(2)中轧制钛合金板的波纹高度s和波纹宽度t的关系为:t=(1~5)s。
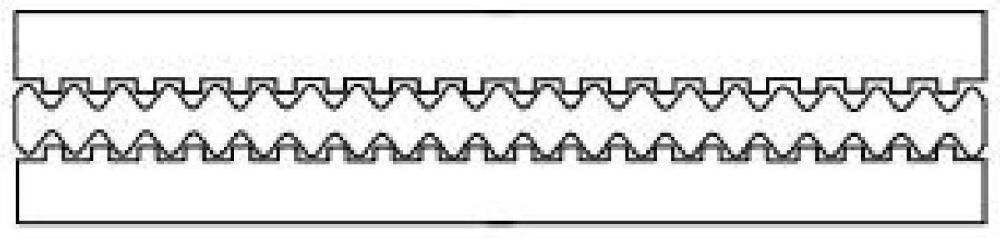
13、优选地,当所述钛合金/碳钢复合板为碳钢-钛合金-碳钢的“三明治”结构时,所述轧制钛合金板的上下表面均为波纹面,所述步骤(3)中的组坯包括:在所述轧制钛合金板的上下分别放置一块刻槽碳钢板,使轧制钛合金板的波纹齿与刻槽碳钢板复合面的刻槽相互咬合后固定。
14、优选地,所述步骤(3)中的密封包括:用四块封条对所述复合组坯的四周进行封焊。
15、优选地,所述步骤(4)中的粗轧为2道次轧制,粗轧的轧制温度为850~900℃,粗轧的首道次压下率为10~15%,粗轧的第二道次压下率为15~20%。
16、优选地,所述步骤(4)中的精轧为2道次轧制,精轧的轧制温度为850~900℃,精轧的首道次压下率为15~20%,精轧的第二道次压下率为25~30%。
17、优选地,所述步骤(4)中粗轧和精轧的总压下率为65~85%。
18、优选地,所述步骤(4)中热处理的温度为500~650℃,热处理的时间为1.5~2.5h。
19、本发明还提供了上述技术方案所述的制备方法制备得到的钛合金/碳钢复合板。
20、本发明提供了一种钛合金/碳钢复合板的制备方法,包括如下步骤:(1)将碳钢板的待复合面进行机械刻槽,得到刻槽碳钢板;(2)将钛合金板的待复合面进行波纹轧制,得到轧制钛合金板;(3)将所述步骤(1)得到的刻槽碳钢板和所述步骤(2)得到的轧制钛合金板的复合面相对放置进行组坯,得到复合坯料;(4)将所述步骤(3)得到的复合坯料依次进行密封和抽真空,得到待轧制坯料;(5)将所述步骤(4)得到的待轧制坯料依次进行加热、粗轧、精轧和热处理,得到钛合金/碳钢复合板;所述步骤(1)和步骤(2)没有先后顺序;所述步骤(1)中刻槽碳钢板的刻槽和所述步骤(2)中轧制钛合金板的波纹齿相互咬合。本发明通过对碳钢板进行刻槽和对钛合金板进行波纹轧制,在组坯时使槽与波纹齿相互咬合,可以有效地使钛、钢协同变形,钛层对钢层施加拉应力,钢层对钛层施加压应力;在轧制过程采用粗轧和精轧的轧制工艺,可以有效地打碎表面金属和界面杂质层,形成紧密结合的钛/钢界面,从而促使钛/钢界面的形成;对组坯进行密封和抽真空,减少了轧制钛/钢复合板金属表面的氧化,抑制了金属间脆性化合物的生成,降低了界面残余应力。实施例结果表明,本发明提供的制备方法得到的钛合金/碳钢复合板界面结合率达到100%,剪切强度为336~352mpa,复合板界面处的残余应力为23~31mpa,具有界面结合紧密和界面残余应力低的特点。
技术特征:
1.一种钛合金/碳钢复合板的制备方法,包括如下步骤:
2.根据权利要求1所述的制备方法,其特征在于,所述步骤(1)中刻槽碳钢板的刻槽宽度为6~10mm,深度为2~5mm。
3.根据权利要求1所述的制备方法,其特征在于,所述步骤(2)中轧制钛合金板的波纹高度s和波纹宽度t的关系为:t=(1~5)s。
4.根据权利要求1所述的制备方法,其特征在于,当所述钛合金/碳钢复合板为碳钢-钛合金-碳钢的“三明治”结构时,所述轧制钛合金板的上下表面均为波纹面,所述步骤(3)的组坯包括:在所述轧制钛合金板的上下分别放置一块刻槽碳钢板,使轧制钛合金板的波纹齿与刻槽碳钢板的刻槽相互咬合后固定。
5.根据权利要求1或4所述的制备方法,其特征在于,所述步骤(3)的密封包括:用四块封条对所述复合组坯的四周进行封焊。
6.根据权利要求1所述的制备方法,其特征在于,所述步骤(4)中的粗轧为2道次轧制,粗轧的轧制温度为850~900℃,粗轧的首道次压下率为10~15%,粗轧的第二道次压下率为15~20%。
7.根据权利要求1所述的制备方法,其特征在于,所述步骤(4)中的精轧为2道次轧制,精轧的轧制温度为850~900℃,精轧的首道次压下率为15~20%,精轧的第二道次压下率为25~30%。
8.根据权利要求1、6或7所述的制备方法,其特征在于,所述步骤(4)中粗轧和精轧的总压下率为65~85%。
9.根据权利要求1所述的制备方法,其特征在于,所述步骤(4)中热处理的温度为500~650℃,热处理的时间为1.5~2.5h。
10.权利要求1~9任一项所述的制备方法制备得到的钛合金/碳钢复合板。
技术总结
本发明提供了一种钛合金/碳钢复合板及其制备方法,属于金属复合板材料加工技术领域。本发明通过对碳钢板进行刻槽和对钛合金板进行波纹轧制,在组坯时使槽与波纹齿相互咬合,可以有效地使钛、钢协同变形,钛层对钢层施加拉应力,钢层对钛层施加压应力;在轧制过程采用粗轧和精轧的轧制工艺,可以有效地打碎表面金属和界面杂质层,形成紧密结合的钛/钢界面,从而促使钛/钢界面的形成;对组坯进行密封和抽真空,减少了轧制钛/钢复合板金属表面的氧化,抑制了金属间脆性化合物的生成,降低了界面残余应力。本发明提供的制备方法得到的钛合金/碳钢复合板界面具有界面结合紧密和界面残余应力低的特点。
技术研发人员:王青峰,张顺顺,杨啸雨,张栩源,王炜康,刘倩倩,张倩,王秋鸣
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!