一种用于板材感应加热成型中的水冷装置
本发明属于板材成型相关,更具体地,涉及一种用于板材感应加热成型中的水冷装置。
背景技术:
1、感应加热成型即电磁感应加热成型,是利用电磁感应的方法使被加热的材料内部产生电流,依靠这些涡流的能量达到加热目的。通过电磁感应方式对板材进行加热,利用局部热胀冷缩原理,使工件产生残余塑性变形,从而达到板弯曲成型的目的。感应加热成型可用于制造具有一定曲率的板材,例如可用于船舶双向曲率板的成型加工。由于船舶建造的单品订单式生产方式以及船舶双向曲率板自身的结构性特点,船舶双向曲率板的成型加工手段有别于汽车等大批量薄膜板的有模冲压批量生产方式,通常采用无模成型法。
2、板材的感应加热成型技术具有加热速度快、热损少、效率高、易实现自动化控制等优点,是成型常用的一种技术手段。在这一过程中,基于对材料特性的要求,在加热后也可以辅助以喷水水冷急降温,以提高成型效率。已有学术论文表明,水冷能有效提高板材感应加热成型效率。
3、现有板材感应加热成型技术通常将水冷与热源一体进行固定,以便于在加热之后直接进行水冷操作。现有板材感应加热成型技术存在水冷容易直接影响板材温度场中的最高温度而影响成型质量,且存在冷却水容易溅到加热热源处而导致热源短路的情形。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种用于板材感应加热成型中的水冷装置,解决了现有板材感应加热成型技术存在水冷容易直接影响板材温度场中的最高温度而影响成型质量,且存在冷却水容易溅到加热热源处而导致热源短路情形的问题。
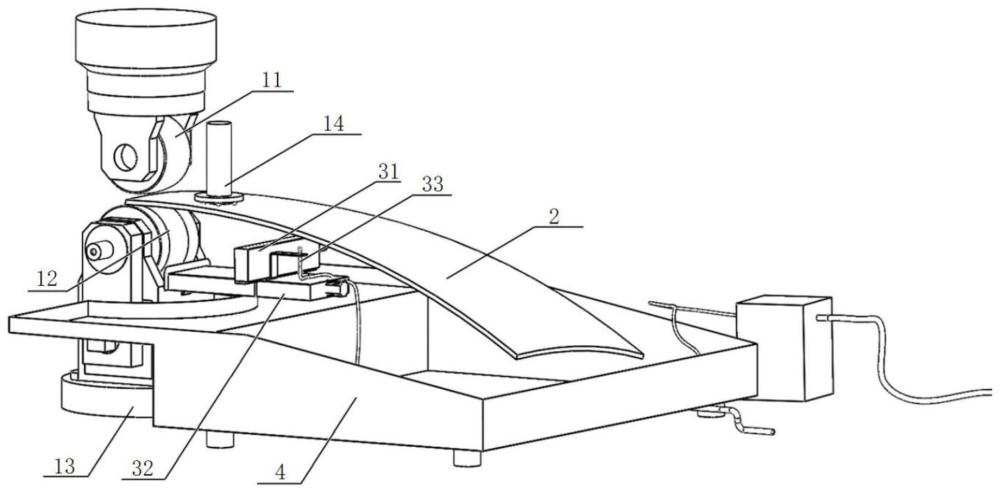
2、为实现上述目的,按照本发明,提供了一种用于板材感应加热成型中的水冷装置,该装置适用于板材位于加工工件的上滚轮和下滚轮之间、下滚轮安装在支撑座上、板材上表面设有热源的情形,所述水冷装置包括:
3、第一移动机构、第二移动机构和喷水单元,所述第一移动机构用于提供与所述下滚轮的轴向相平行方向的直线移动,所述第二移动机构用于提供与所述第一移动机构相垂直方向的直线移动,所述第二移动机构连接于所述支撑座,所述第一移动机构连接于所述第二移动机构,所述第一移动机构上连接有所述喷水单元,所述喷水单元用于在所述板材受热加工过程中在所述第一移动机构的带动下与所述热源同步沿与所述下滚轮的轴向相平行方向往返移动且向板材的下表面喷射冷却水。
4、根据本发明提供的用于板材感应加热成型中的水冷装置,所述喷水单元与所述热源位于所述加工工件的同一侧,且所述喷水单元位于所述热源远离所述加工工件的一侧,与所述热源之间间隔设置。
5、根据本发明提供的用于板材感应加热成型中的水冷装置,所述喷水单元与所述热源之间的间距为10-40cm。
6、根据本发明提供的用于板材感应加热成型中的水冷装置,所述水冷装置还包括防水层,所述第一移动机构和所述第二移动机构的外围分别设有所述防水层。
7、根据本发明提供的用于板材感应加热成型中的水冷装置,所述第一移动机构包括呈l型的第一底座、第一滑轨和第一驱动结构,所述第一底座的第一侧边与所述第二移动机构连接,所述第一滑轨和所述第一驱动结构分别连接于所述第一底座的第二侧边,所述第一驱动结构连接有安装板用于驱动所述安装板进行直线移动,所述安装板包括相连的u型弯折部和安装部,所述u型弯折部与所述第一驱动机构相连同时与所述第一滑轨滑动连接,所述安装部连接所述喷水单元;
8、所述第一移动机构在除所述第一底座的两个侧边之外的其他侧设置所述防水层,其中与所述第一底座的第二侧边相对一侧的所述防水层插入所述u型弯折部中。
9、根据本发明提供的用于板材感应加热成型中的水冷装置,所述第二移动机构包括第二底座、第二滑轨和第二驱动结构,所述第二滑轨和所述第二驱动结构分别连接于所述第二底座,所述第二驱动结构与所述第一移动机构相连用于驱动所述第一移动机构进行直线移动,所述第一移动机构同时与所述第二滑轨滑动连接;
10、所述第二移动机构在除所述第二底座之外的其他侧设置所述防水层,其中与所述第一移动机构相连一侧的所述防水层在所述第一移动机构的两侧设为断开的两部分,该两部分所述防水层分别设为伸缩层,所述伸缩层连接于所述第一移动机构。
11、根据本发明提供的用于板材感应加热成型中的水冷装置,所述水冷装置还包括接水箱,所述接水箱包括敞口箱体,所述敞口箱体的一侧顶部连接有延伸槽,所述延伸槽靠近所述支撑座设置且对应位于所述第一移动机构和所述第二移动机构的下方。
12、根据本发明提供的用于板材感应加热成型中的水冷装置,所述喷水单元包括至少一个喷嘴组件,所述喷嘴组件包括喷嘴和喷水柱,所述喷水柱连接于所述第一移动机构,所述喷嘴连接于所述喷水柱;在所述喷水单元包括多个所述喷嘴组件时,多个所述喷嘴组件呈阵列排布。
13、根据本发明提供的用于板材感应加热成型中的水冷装置,所述水冷装置还包括传感组件,所述传感组件设在所述喷水单元处,所述传感组件用于检测上方板材的存在情况,在所述传感组件检测到上方存在所述板材时,控制所述喷水单元向所述板材喷冷却水。
14、根据本发明提供的用于板材感应加热成型中的水冷装置,所述传感组件包括设在所述喷水单元四周的多个距离传感器,在所述距离传感器检测到与上方的所述板材之间的间距在预设范围内时,控制所述喷水单元启动喷水工作;在至少一个所述距离传感器检测到与上方的所述板材之间的间距超出预设范围时,控制所述喷水单元停止工作。
15、总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的用于板材感应加热成型中的水冷装置:
16、1.设置水冷装置在板材加热成型过程中对板材进行喷水冷却,有利于提供成型效率;喷水单元通过第一移动机构和第二移动机构安装在加工工件的支撑座上,可灵活调整喷水单元与热源之间的间距,可避免水冷与热源间距过近直接影响板材温度场中的最高温度而影响成型质量,且喷水单元和热源设在板材的两侧,还可避免冷却水溅到加热热源处而导致热源短路的情形,有利于提高成型效率,保证成型质量;
17、2.考虑到喷向板材下表面的冷却水落在移动机构、加工工件以及地下管路上时会造成腐蚀作用,提出设置防水层和接水箱,实现移动机构的防水效果,且实现冷却水的导向回收,避免冷却水流向加工工件和地下,从而提高系统使用寿命;
18、3.在喷水单元处设置传感组件,可准确检测喷水单元上方板材的存在情况,根据该检测结果来控制喷水工作,有利于保证冷却水喷至板材上,实现水冷自动控制,且减小控制误差,降低冷却水没有喷至板材上而对其他部件例如热源造成影响的几率。
技术特征:
1.一种用于板材感应加热成型中的水冷装置,其特征在于,该装置适用于板材位于加工工件的上滚轮和下滚轮之间、下滚轮安装在支撑座上、板材上表面设有热源的情形,所述水冷装置包括:
2.如权利要求1所述的用于板材感应加热成型中的水冷装置,其特征在于,所述喷水单元与所述热源位于所述加工工件的同一侧,且所述喷水单元位于所述热源远离所述加工工件的一侧,与所述热源之间间隔设置。
3.如权利要求2所述的用于板材感应加热成型中的水冷装置,其特征在于,所述喷水单元与所述热源之间的间距为10-40cm。
4.如权利要求1-3中任一项所述的用于板材感应加热成型中的水冷装置,其特征在于,所述水冷装置还包括防水层,所述第一移动机构和所述第二移动机构的外围分别设有所述防水层。
5.如权利要求4所述的用于板材感应加热成型中的水冷装置,其特征在于,所述第一移动机构包括呈l型的第一底座、第一滑轨和第一驱动结构,所述第一底座的第一侧边与所述第二移动机构连接,所述第一滑轨和所述第一驱动结构分别连接于所述第一底座的第二侧边,所述第一驱动结构连接有安装板用于驱动所述安装板进行直线移动,所述安装板包括相连的u型弯折部和安装部,所述u型弯折部与所述第一驱动机构相连同时与所述第一滑轨滑动连接,所述安装部连接所述喷水单元;
6.如权利要求4所述的用于板材感应加热成型中的水冷装置,其特征在于,所述第二移动机构包括第二底座、第二滑轨和第二驱动结构,所述第二滑轨和所述第二驱动结构分别连接于所述第二底座,所述第二驱动结构与所述第一移动机构相连用于驱动所述第一移动机构进行直线移动,所述第一移动机构同时与所述第二滑轨滑动连接;
7.如权利要求1-3中任一项所述的用于板材感应加热成型中的水冷装置,其特征在于,所述水冷装置还包括接水箱,所述接水箱包括敞口箱体,所述敞口箱体的一侧顶部连接有延伸槽,所述延伸槽靠近所述支撑座设置且对应位于所述第一移动机构和所述第二移动机构的下方。
8.如权利要求1-3中任一项所述的用于板材感应加热成型中的水冷装置,其特征在于,所述喷水单元包括至少一个喷嘴组件,所述喷嘴组件包括喷嘴和喷水柱,所述喷水柱连接于所述第一移动机构,所述喷嘴连接于所述喷水柱;在所述喷水单元包括多个所述喷嘴组件时,多个所述喷嘴组件呈阵列排布。
9.如权利要求1-3中任一项所述的用于板材感应加热成型中的水冷装置,其特征在于,所述水冷装置还包括传感组件,所述传感组件设在所述喷水单元处,所述传感组件用于检测上方板材的存在情况,在所述传感组件检测到上方存在所述板材时,控制所述喷水单元向所述板材喷冷却水。
10.如权利要求9所述的用于板材感应加热成型中的水冷装置,其特征在于,所述传感组件包括设在所述喷水单元四周的多个距离传感器,在所述距离传感器检测到与上方的所述板材之间的间距在预设范围内时,控制所述喷水单元启动喷水工作;在至少一个所述距离传感器检测到与上方的所述板材之间的间距超出预设范围时,控制所述喷水单元停止工作。
技术总结
本发明属于板材成型相关技术领域,其公开了一种用于板材感应加热成型中的水冷装置,该装置适用于板材位于加工工件的上滚轮和下滚轮之间、下滚轮安装在支撑座上、板材上表面设有热源的情形,水冷装置包括第一移动机构、第二移动机构和喷水单元,第一移动机构用于提供与下滚轮的轴向相平行方向的直线移动,第二移动机构用于提供与第一移动机构相垂直方向的直线移动,第一移动机构连接于第二移动机构,第一移动机构上连接有喷水单元。本发明可灵活调整喷水单元与热源之间的间距,可避免冷却水与热源间距过近直接影响板材上温度场中最高温度,还可避免冷却水溅到加热热源处,有利于提高成型效率,保证成型质量。
技术研发人员:赵耀,任召鑫,袁华,魏振帅,常利春
受保护的技术使用者:华中科技大学
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!