一种杠杆式反向成型装置的制作方法
本发明涉及汽车模具冲压,更具体地说,本发明涉及一种杠杆式反向成型装置。
背景技术:
1、图5为汽车顶盖覆盖件模具的内顶盖饰条卡舌部分的反向成型过程,传统的成型模具一般通过在汽车顶盖覆盖件模具内安装成型装置,通过汽车顶盖覆盖件的上模和下模带动成型装置,将内顶盖饰条卡舌部分进行弯曲和成型。但是传统的成型装置效率低,结构复杂,占用空间大,实用性低。
技术实现思路
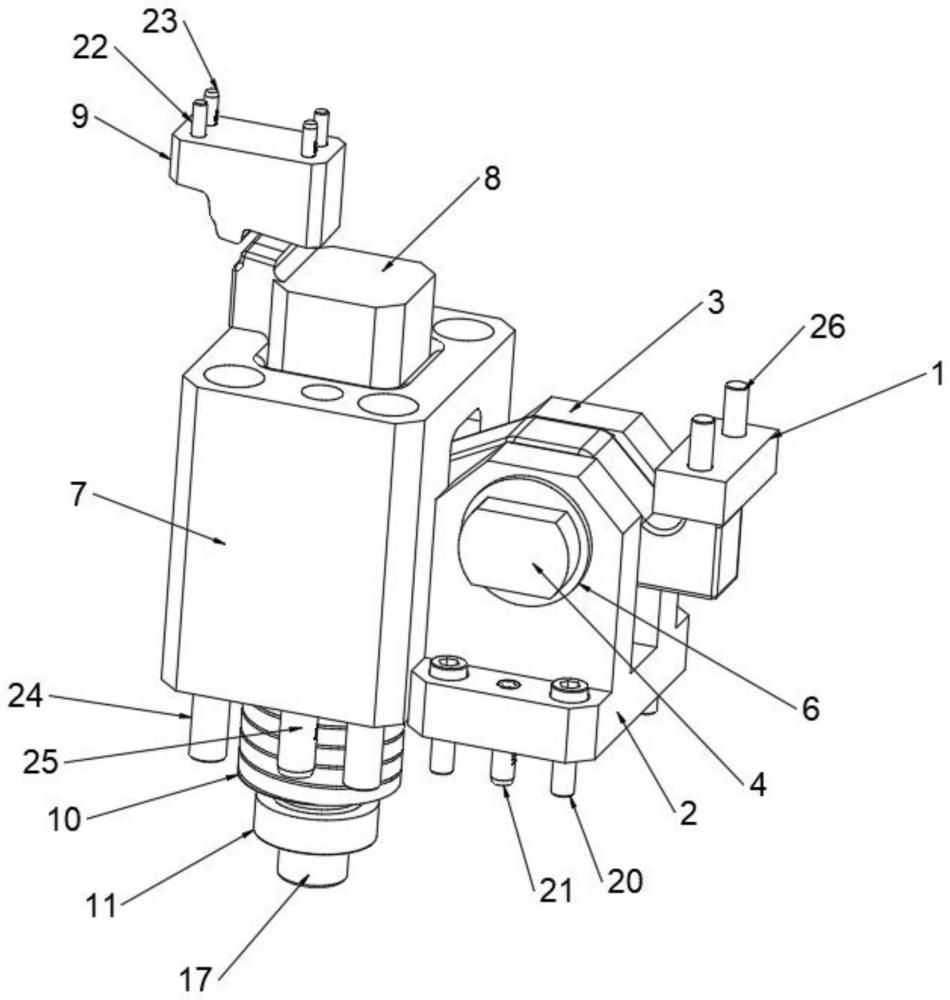
1、为解决上述技术问题,本发明提供一种杠杆式反向成型装置,用于汽车内顶盖饰条卡舌的成型,安装在汽车顶盖覆盖件模具内,汽车顶盖覆盖件模具包括模具上模和模具下模,反向成型装置由成型机构、驱动机构和驱动杠杆组成;
2、驱动杠杆将驱动机构和成型机构连接,驱动机构通过驱动杠杆对成型机构进行驱动;
3、其中,驱动机构包括:
4、垫块,与模具上模连接;
5、杠杆安装座,与模具下模连接;
6、衬套,数量为两个且对称固定在杠杆安装座的表面中部;
7、芯轴,贯穿于两个衬套的顶端且两端分别延伸至两个衬套的两侧;
8、六角螺母,位于其中一个衬套的一侧且套设在芯轴的端部;
9、垫圈,位于另一衬套的一侧且套设在芯轴的端部;
10、成型机构包括:
11、凸模安装座,固定在杠杆安装座的一侧且底端与模具下模连接;
12、凸模,插接在凸模安装座内部并在凸模安装座上升降活动;
13、凹模,位于凸模的正上方,与凸模配合进行卡舌成型;
14、矩形螺旋弹簧,位于凸模安装座的底部;
15、套筒式限位螺钉,贯穿矩形螺旋弹簧并延伸至凸模安装座的内部。
16、在一个优选地实施方式中,所述驱动杠杆套设在芯轴的外部并围绕着芯轴为中心旋转,驱动杠杆通过芯轴、垫圈和六角螺母安装在两个衬套之间,驱动杠杆一端延伸至杠杆安装座的一侧并位于垫块的下方、以及另一端贯穿并延伸至凸模安装座的内部。
17、在一个优选地实施方式中,在所述凸模安装座顶部开设有向下延伸的第一开槽,在凸模安装座靠近杠杆安装座的外壁上开设有与第一开槽连通的第二开槽,在凸模安装座底部开设有向上延伸并与第一开槽和第二开槽连通的第三开槽。
18、在一个优选地实施方式中,所述凸模插接在第一开槽内部并在第一开槽内升降活动,在凸模靠近第二开槽的外壁上开设有第四开槽,所述驱动杠杆端部通过第二开槽延伸凸模安装座的内部、且端部插接于第四开槽的内部。
19、在一个优选地实施方式中,所述矩形螺旋弹簧位于第三开槽的正下方,所述套筒式限位螺钉穿过矩形螺旋弹簧的内部并延伸至第三开槽内部。
20、在一个优选地实施方式中,所述套筒式限位螺钉包括插接在第三开槽内部的限位套筒和插接在限位套筒内的限位螺钉,限位套筒顶端抵在凸模的底部,在凸模底部开设有与限位螺钉相匹配的螺孔,限位螺钉贯穿限位套筒且顶端插接至螺孔的内部进行安装。
21、在一个优选地实施方式中,在所述限位套筒底端设有向外凸出的限位环,限位环贴合在矩形螺旋弹簧的底部。
22、在一个优选地实施方式中,在所述凸模安装座上贯穿有若干个第一内六角螺钉和第一销钉,在凹模上贯穿有若干个第二内六角螺钉和第二销钉,在杠杆安装座上贯穿有若干个第三内六角螺钉和第三销钉,在垫块上贯穿有若干个第四内六角螺钉。
23、本发明的技术效果和优点:
24、本发明通过旋转运动,将驱动方向改成向上直线力源,成型冲压件产品形状,并运用弹簧机构回程,安装于冲压覆盖件模具内,实现循环往复运动,实现批量生产,解决反向成型问题,结构简单紧凑,节约空间成本。
技术特征:
1.一种杠杆式反向成型装置,用于汽车内顶盖饰条卡舌的成型,安装在汽车顶盖覆盖件模具内,汽车顶盖覆盖件模具包括模具上模和模具下模,其特征在于,反向成型装置由成型机构、驱动机构和驱动杠杆组成;
2.根据权利要求1所述的一种杠杆式反向成型装置,其特征在于:所述驱动杠杆套设在芯轴的外部并围绕着芯轴为中心旋转,驱动杠杆通过芯轴、垫圈和六角螺母安装在两个衬套之间,驱动杠杆一端延伸至杠杆安装座的一侧并位于垫块的下方、以及另一端贯穿并延伸至凸模安装座的内部。
3.根据权利要求1所述的一种杠杆式反向成型装置,其特征在于:在所述凸模安装座顶部开设有向下延伸的第一开槽,在凸模安装座靠近杠杆安装座的外壁上开设有与第一开槽连通的第二开槽,在凸模安装座底部开设有向上延伸并与第一开槽和第二开槽连通的第三开槽。
4.根据权利要求3所述的一种杠杆式反向成型装置,其特征在于:所述凸模插接在第一开槽内部并在第一开槽内升降活动,在凸模靠近第二开槽的外壁上开设有第四开槽,所述驱动杠杆端部通过第二开槽延伸凸模安装座的内部、且端部插接于第四开槽的内部。
5.根据权利要求3所述的一种杠杆式反向成型装置,其特征在于:所述矩形螺旋弹簧位于第三开槽的正下方,所述套筒式限位螺钉穿过矩形螺旋弹簧的内部并延伸至第三开槽内部。
6.根据权利要求5所述的一种杠杆式反向成型装置,其特征在于:所述套筒式限位螺钉包括插接在第三开槽内部的限位套筒和插接在限位套筒内的限位螺钉,限位套筒顶端抵在凸模的底部,在凸模底部开设有与限位螺钉相匹配的螺孔,限位螺钉贯穿限位套筒且顶端插接至螺孔的内部进行安装。
7.根据权利要求6所述的一种杠杆式反向成型装置,其特征在于:在所述限位套筒底端设有向外凸出的限位环,限位环贴合在矩形螺旋弹簧的底部。
8.根据权利要求1所述的一种杠杆式反向成型装置,其特征在于:在所述凸模安装座上贯穿有若干个第一内六角螺钉和第一销钉,在凹模上贯穿有若干个第二内六角螺钉和第二销钉,在杠杆安装座上贯穿有若干个第三内六角螺钉和第三销钉,在垫块上贯穿有若干个第四内六角螺钉。
技术总结
本发明公开了一种杠杆式反向成型装置,具体涉及汽车模具冲压技术领域,用于汽车内顶盖饰条卡舌的成型,安装在汽车顶盖覆盖件模具内,汽车顶盖覆盖件模具包括模具上模和模具下模,反向成型装置由成型机构、驱动机构和驱动杠杆组成;驱动杠杆将驱动机构和成型机构连接,驱动机构通过驱动杠杆对成型机构进行驱动。本发明通过旋转运动,将驱动方向改成向上直线力源,成型冲压件产品形状,并运用弹簧机构回程,安装于冲压覆盖件模具内,实现循环往复运动,实现批量生产,解决反向成型问题,结构简单紧凑,节约空间成本。
技术研发人员:宋方金,周倩,黄晓峰,黄波
受保护的技术使用者:安徽江福科技有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!