一种加热器的生产方法与流程
本发明涉及电加热器领域,特别是一种加热器的生产方法。
背景技术:
1、电加热管的长度与其安装空间必须要适配,一些小型电器中的安装空间较少,因此要求电加热器的整体长度较小,电加热器的核心部件包括电热管,如果采用直线型的电热管,则降低电热管的长度会降低电加热器的加热效果,所以有技术提出异性管状电加热装置。
2、例如,公告号cn105792391 b的中国发明专利公开了一种异型管状结构的电加热装置及制备方法,其中,将通过耐压测试后的电热管两端管径统一收缩至8.5mm并对管型进行调直,再将调直后的电热管统一折弯成异型后进行夹制处理,将异型电热管置于油压机中进行整体油压。从其附图中可以看出,u形电热管的两个平行直管部位之间的距离远远大于其管径,整体产品的宽度尺寸较大。
3、而且,上述的u形电热管在用于加热水时,整体浸泡在水箱中对水进行加热,当水箱水中水排空时,如果没有迅速将电热管的电断开,很容易造成电热管内发热丝熔断,整个电热管失效。
4、因此,现有技术还有待改进。
技术实现思路
1、为解决上述技术问题,本发明的目的在于:提供一种加热器的生产方法,其具有能够降低加热器中u形电热管宽度,从而降低加热器宽度的好处。
2、本发明为解决问题所采用的技术方案是:一种加热器的生产方法,包括以下步骤:s1:取直形发热管将其折弯为u形坯料,所述u形坯料中部内圆弧半径r为6-12mm;s2、对所述u形坯料进行退火处理,退火温度900-1050℃,退火时长为5-35秒;s3、u形坯料冷却至室温,挤压u形坯料,将其中部内圆弧半径r挤压至0.5-4mm,制成u形发热管;s4、在u形发热管外缠绕金属水管,金属水管的中部被折弯成螺旋形;其中步骤s41和步骤s42可以交换。优选地,s3中r挤压至0.5-2mm。
3、作为上述技术方案的进一步改进,还包括步骤s5、将u形发热管和其上缠绕的金属水管共同放入压铸模具中,向压铸模具中填充铝水以压铸成铝外壳,其中u形发热管的端部和金属水管的端部均露出所述铝外壳。在u形发热管外缠绕水管,并且在u形发热管和金属水管外填充压铸铝,而不是直接将u形发热管直接放入水箱中对水进行加热,这样制成的加热器在干烧时,金属水管本身具有一定的吸热功能,能够避免u形发热管迅速升温,从而避免u形发热管内的电热丝迅速熔断。
4、作为上述技术方案的进一步改进,所述金属水管的出口端和进口相邻设置,与双头进出水相比,方便成品组装,单头接水接电,节省安装空间。
5、作为上述技术方案的进一步改进,所述步骤s1之前还包括:取直形铁管,在取直形铁管中安装电热丝,所述电热丝两端连接有导电针,在直形铁管中填充氧化镁粉末,所述直形铁管两端安装绝缘堵头,导电针的外端穿出所述绝缘堵头,制成直形发热管。
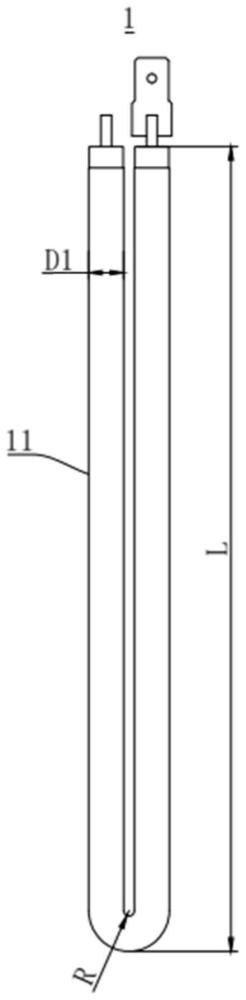
6、作为上述技术方案的进一步改进,所述铁管的直径为d1,d1的范围是4.5-9mm。
7、作为上述技术方案的进一步改进,所述铁管被折弯成u形后的长度为l,l的范围是100-200mm,优选为140-165mm。
8、作为上述技术方案的进一步改进,所述金属水管的直径为d2,d2的范围是5-6mm,所述金属水管的螺旋部位的宽度为d3,d3的范围是25-40mm。
9、作为上述技术方案的进一步改进,所述金属水管的螺旋部位的圈数为10-50圈。
10、作为上述技术方案的进一步改进,所述金属水管的材质为不锈钢。
11、本发明的有益效果是:通过将加热器中的发热管制成中部内圆弧半径r挤压至0.5-4mm的形状,能够降低加热器的横向尺寸。
技术特征:
1.一种加热器的生产方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种加热器的生产方法,其特征在于:
3.如权利要求2所述的一种加热器的生产方法,其特征在于:
4.如权利要求1-3中任一项所述的一种加热器的生产方法,其特征在于:
5.如权利要求4所述的一种加热器的生产方法,其特征在于:所述铁管(11)的直径为d1,d1的范围是4.5-9mm。
6.如权利要求4所述的一种加热器的生产方法,其特征在于:
7.如权利要求6所述的一种加热器的生产方法,其特征在于:
8.如权利要求1-3中任一项所述的一种加热器的生产方法,其特征在于:
9.如权利要求1-3中任一项所述的一种加热器的生产方法,其特征在于:
10.如权利要求1所述的一种加热器的生产方法,其特征在于:
技术总结
本发明涉及电加热器领域,特别是一种加热器的生产方法,包括以下步骤:S1:取直形发热管将其折弯为U形坯料,所述U形坯料中部内圆弧半径R为6‑12mm;S2、对所述U形坯料进行退火处理,退火温度900‑1050℃,退火时长为5‑35秒;S3、U形坯料冷却至室温,挤压U形坯料,将其中部内圆弧半径R挤压至0.5‑4mm,制成U形发热管;S4、在U形发热管外缠绕金属水管,金属水管的中部被折弯成螺旋形。该加热器的生产方法的好处包括,能够降低加热器的横向尺寸。
技术研发人员:陈晓辉,曾新春,陈东海
受保护的技术使用者:中山市美科美五金电器有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!