一种轧机、预矫直机的联动系统及钢板张力控制方法与流程
本发明涉及轧钢,特别是涉及一种轧机、预矫直机的联动系统及钢板张力控制方法。
背景技术:
1、目前,各行业用钢轻量化趋势凸显,薄规格钢板需求量激增,但薄规格钢板板型控制难度大,需要使用预矫直机对轧后钢板的内应力进行消除;同时各钢铁企业还为追求效率、降低成本,进而将母板长度加大,导致轧机与预矫直机之间存在边轧边矫的联动关系。
2、现有轧机与预矫直机之间为非带载联动关系(例如公开号cn111420989a),具体为轧机与预矫直机相邻近,中厚钢板在轧机处轧制完成后,输送至预矫直机处进行预矫直工作,以消除轧后钢板的内应力。
3、现有的轧机与预矫直机之间非带载联动的关系,会因各产线速度的控制偏差造成预矫直机的损坏,例如,当钢板移动速度慢于预矫直机速度时,会导致预矫直机对钢板造成拖拽现象;当预矫直机速度慢于钢板的移动速度时会发生钢板起套(中部抬起)的现象,上述两种工况下轧机与预矫直机之间的钢板张力会发生变化,容易导致预矫直机工作超过极限扭矩,从而发生预矫直机传动轴安全销切断的问题。
技术实现思路
1、为解决上述背景技术中存在的现有轧机与预矫直机联动极易造成预矫直机超过极限扭矩而损坏的技术问题,本发明提供了一种轧机、预矫直机的联动系统及钢板张力控制方法。
2、本发明技术方案如下:
3、本发明提供了一种轧机、预矫直机的联动系统,包括:轧机、预矫直机、张力调节机构和控制组件,轧机和预矫直机沿钢板的输送方向依次设置,张力调节机构设置于轧机与预矫直机之间,张力调节机构包括活套辊组件和横移平台,活套辊组件位于轧机一侧,横移平台位于预矫直机一侧;活套辊组件包括活套辊、第一液压缸、引导辊和引导板,活套辊的轴端与第一液压缸连接,第一液压缸斜向上设置,活套辊的一侧通过引导辊与轧机输出辊道连接,能够通过第一液压缸带动活套辊组件上抬与下落,从而利用活套辊来调节轧机与预矫直机之间钢板的张力,使得轧机与预矫直机之间实现带载联动,避免预矫直机超出极限扭矩而损坏;横移平台可以沿着轧机和预矫直机方向移动,能够实现活套辊有充足的活动空间,及轧机与预矫直机之间的钢板起到输送作用。
4、优选的,活套辊通过引导板与引导辊连接,沿轧机向预矫直机的方向依次为引导辊、引导板、活套辊,引导辊、引导板和活套辊为一体结构,通过引导板的设置,能够使得活套辊组件以引导辊为转轴摆动,实现轧机与横移平台之间钢板的张力的精确控制调节。
5、优选的,横移平台的一侧与第二液压缸连接,第二液压缸水平设置,横移平台能够在第二液压缸的驱动下在轧机和预矫直机之间水平往复移动。
6、优选的,控制组件包括位移传感器和限位开关,位移传感器和限位开关均与控制中枢连接,位移传感器安装在第一液压缸和第二液压缸内,限位开关安装在横移平台底部的一端,控制组件的设置能够精确控制第一液压缸和第二液压缸活塞的伸缩距离。
7、本发明还提供了一种钢板张力控制方法,方法如下:
8、预设好轧机、张力调节机构及各控制组件、预矫直机的相对位置;
9、使得引导辊、活套辊和横移平台处于同一水平面,并将预矫直机的速度控制低于运输钢板的辊道速度,便于后续轧机与预矫直机之间钢板的起套;
10、当最后一道次钢板头部通过横移平台的最后一根辊道时,横移平台朝向靠近预矫直机的方向水平移动,对活套辊摆动留出空间;
11、当钢板的头部穿出预矫直机后,活套辊上抬,使得钢板在轧机与预矫直机之间形成张力,实现中厚板产线轧机与预矫直机之间的带载联动,有了活套辊的介入,预矫直机在任何时候都不会因超过极限扭矩而发生传动轴损坏、停机的现象,进而保护了设备,消除了因预矫直机停机导致的轧制失败的情况;
12、当最后一道次钢板的尾部从轧机抛出后,活套辊下降至原位,横移平台恢复至初始位置。
13、优选的,预矫直机的速度低于运输钢板的辊道速度0.1m/s-0.3m/s,便于钢板起套的同时,有效避免了钢板过度绷紧,避免了抬套失败。
14、优选的,第一次抬起活套辊时,钢板在轧机和预矫直机之间形成的张力以预矫直机自身极限扭矩的90%为上限,以便于对张力的控制,避免超出预矫直机的极限扭矩。
15、优选的,除首次抬起活套辊外,其余调节过程中,钢板在轧机与预矫直机之间形成的张力以预矫直机自身极限扭矩的60-80%为控制范围,有效避免轧机与预矫直机之间的钢板过于紧绷或松弛,实现中厚板产线轧机与预矫直机之间的带载联动,防止预矫直机超过极限扭矩而发生传动轴损坏、停机,保护了设备,消除了因预矫直机停机导致的轧制失败的情况。
16、通过以上技术方案可以看出,本发明的优点在于:
17、1、在轧机与预矫直机之间设置了张力调节机构,张力调节机构包括活套辊组件和横移平台,活套辊组件能够调节轧机与预矫直机之间钢板的张力,实现轧机与预矫直机之间的带载联动,避免预矫直机超出极限扭矩而损坏,消除了因预矫直机停机导致的轧制失败的情况。
18、2、横移平台可以在轧机与预矫直机之间往复水平移动,能够保证活套辊有足够的活动空间,且对轧机与预矫直机之间的钢板起到输送作用。
19、3、预矫直机的速度低于运输钢板的辊道速度0.1m/s-0.3m/s,便于钢板起套的同时,有效避免了钢板过度绷紧,避免了抬套失败。
20、4、第一次抬起活套辊时,钢板在轧机和预矫直机之间形成的张力以预矫直机自身极限扭矩的90%为上限,其余调节过程中,钢板在轧机与预矫直机之间形成的张力以预矫直机自身极限扭矩的60-80%为控制范围,有效保护了预矫直机。
21、5、限制了不同工况下轧机与预矫直机之间钢板张力的控制范围,有效避免轧机与预矫直机之间的钢板过于紧绷或松弛,实现中厚板产线轧机与预矫直机之间的带载联动,防止预矫直机超过极限扭矩而发生传动轴损坏、停机,保护了设备,消除了因预矫直机停机导致的轧制失败的情况。
技术特征:
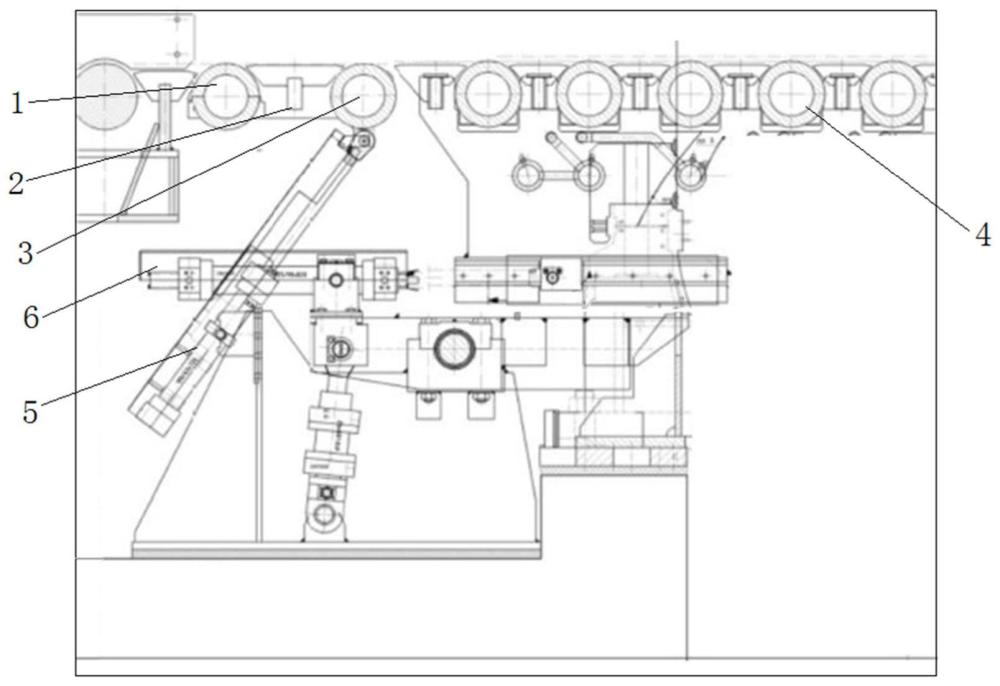
1.一种轧机、预矫直机的联动系统,包括:轧机、预矫直机、张力调节机构和控制组件,轧机和预矫直机沿钢板的输送方向依次设置,其特征在于,张力调节机构设置于轧机与预矫直机之间,张力调节机构包括活套辊组件和横移平台(4),活套辊组件位于轧机一侧,横移平台(4)位于预矫直机一侧;活套辊组件包括活套辊(3)、第一液压缸(5)、引导辊(1)和引导板(2),活套辊(3)的轴端与第一液压缸(5)连接,第一液压缸(5)斜向上设置,活套辊的一侧通过引导辊(1)与轧机输出辊道连接。
2.根据权利要求1所述的一种轧机、预矫直机的联动系统,其特征在于,活套辊通过引导板(2)与引导辊(1)连接,沿轧机向预矫直机的方向依次为引导辊(1)、引导板(2)、活套辊,引导辊(1)、引导板(2)和活套辊为一体结构。
3.根据权利要求1所述的一种轧机、预矫直机的联动系统,其特征在于,横移平台(4)的一侧与第二液压缸(6)连接,第二液压缸(6)水平设置。
4.根据权利要求3所述的一种轧机、预矫直机的联动系统,其特征在于,控制组件包括位移传感器和限位开关,位移传感器和限位开关均与控制中枢连接,位移传感器安装在第一液压缸(5)和第二液压缸(6)内,限位开关安装在横移平台(4)底部的一端。
5.一种钢板张力控制方法,利用了如权利要求1-4中任一项所述的一种轧机、预矫直机的联动系统,其特征在于,方法如下:
6.根据权利要求5所述的一种钢板张力控制方法,其特征在于,预矫直机的速度低于运输钢板的辊道速度0.1m/s-0.3m/s。
7.根据权利要求5所述的一种钢板张力控制方法,其特征在于,第一次抬起活套辊(3)时,钢板在轧机和预矫直机之间形成的张力以预矫直机自身极限扭矩的90%为上限。
8.根据权利要求5所述的一种钢板张力控制方法,其特征在于,除首次抬起活套辊(3)外,其余调节过程中,钢板在轧机与预矫直机之间形成的张力以预矫直机自身极限扭矩的60-80%为控制范围。
技术总结
一种轧机、预矫直机的联动系统及钢板张力控制方法,属于轧钢技术领域,包括:轧机、预矫直机、张力调节机构和控制组件,轧机和预矫直机沿钢板的输送方向依次设置,张力调节机构设置于轧机与预矫直机之间,张力调节机构包括活套辊组件和横移平台,活套辊组件位于轧机一侧,横移平台位于预矫直机一侧;活套辊组件包括活套辊、第一液压缸、引导辊和引导板,活套辊的轴端与第一液压缸连接,第一液压缸斜向上设置,活套辊的一侧通过引导辊与轧机输出辊道连接,能够利用活套辊组件调节轧机与预矫直机之间钢板的张力,使得轧机与预矫直机之间带载联动,避免预矫直机超出极限扭矩而损坏,横移平台有利于保持钢板输送的稳定性,便于钢板张力的调节。
技术研发人员:蔡茗宇,刘朋,乔松,刘德红,王永,李天恒,孔雅,刘坤,王润港,郑飞
受保护的技术使用者:山东钢铁集团日照有限公司
技术研发日:
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!