一种预上件焊接夹具机构的制作方法
本申请涉及汽车车身焊接工装,特别涉及一种预上件焊接夹具机构。
背景技术:
1、在汽车车身焊接夹具设计的过程中,比如前顶盖、后顶盖和顶盖横梁三个零件搭接焊为一体,前顶盖和后顶盖搭接部位刚好位于顶盖横梁的中间。
2、对于这种零件搭接方式的上部零件焊接如果采用常规夹具定位焊接方式,在一套夹具上无法实现,这三个零件同时上件的话,存在空腔结构,即顶盖横梁遮挡前顶盖和后顶盖之间的搭接焊点。
3、所以常用方式是采用两套夹具分开上件定位并焊接的方式,即在第一套夹具上把前顶盖和后顶盖焊接完成后,再在第二套夹具上焊接顶盖横梁和前序合件。
4、上述采用两套夹具分开上件定位并焊接的方式,优点是:定位准确可靠,焊接通过性好。缺点是:成本高,需要投入两套夹具和相应的焊接设备,同时占地面积大,厂房投入也高。
技术实现思路
1、本申请实施例提供一种预上件焊接夹具机构,以解决相关技术中汽车车身焊接夹具需要投入两套夹具和相应的焊接设备,生产成本高,同时占地面积大的问题。
2、本申请实施例提供了一种预上件焊接夹具机构,包括:
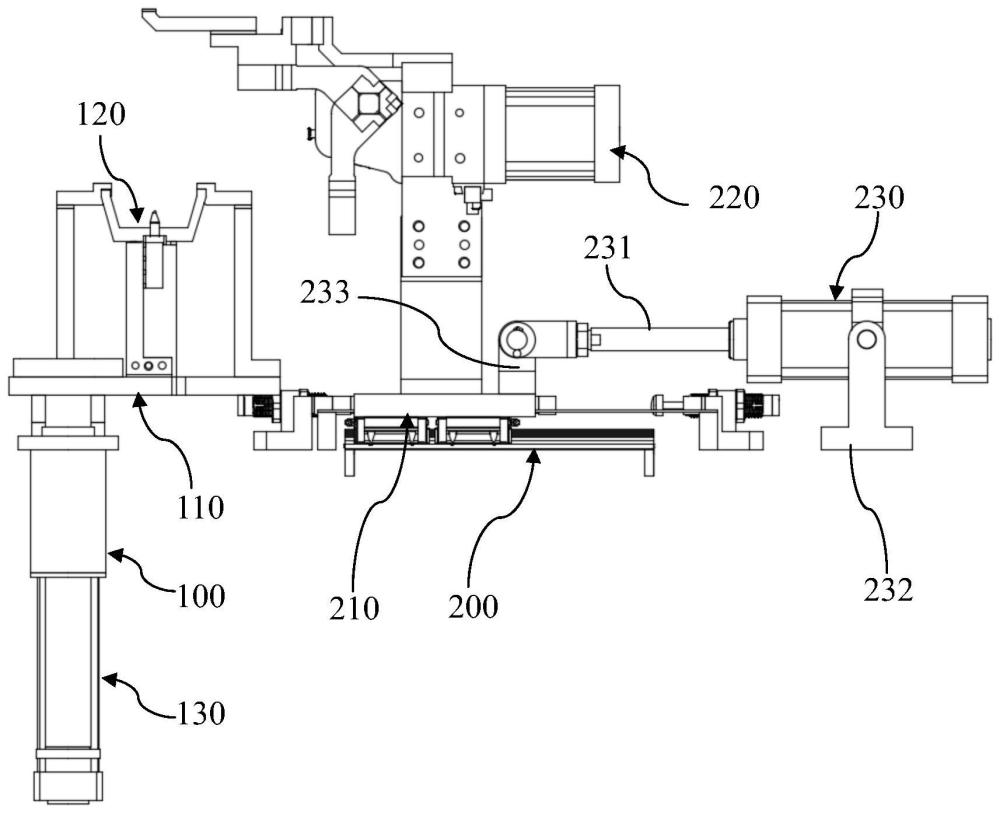
3、下部零件定位机构,所述下零件定位机构包括升降滑台,所述升降滑台的顶部设有用于支撑定位下部零件的下部零件定位单元,所述升降滑台的底部设有举升机构,所述举升机构以将所述下部零件定位单元在上料工位和焊接工位来回切换;
4、上部零件定位机构,所述上部零件定位机构位于所述下部零件定位机构的一侧,且包括水平滑台,所述水平滑台的顶部设有用于支撑定位上部零件的上部零件定位单元,所述水平滑台的一侧设有驱动其以接近或远离所述下部零件定位机构滑动的推拉机构。
5、在一些实施例中:所述下部零件定位单元包括固定在升降滑台上的定位销,所述定位销与所述下部零件的通孔相适配,以在y轴方向定位下部零件;
6、固定在升降滑台上的定位框,所述定位框与所述下部零件的横截面相适配,以在z轴方向定位下部零件;
7、固定在升降滑台上的定位块,所述定位块位于定位框的两侧且与所述下部零件的侧壁相抵接,以在x轴方向定位下部零件。
8、在一些实施例中:所述定位销的底部设有将定位销固定在升降滑台上的第一支腿,所述第一支腿将所述定位销提升至设定高度;
9、所述定位框为开口朝上的“〔”形结构,所述定位框的底部设有将其固定在升降滑台上的第二支腿,所述第二支腿将所述定位框提升至设定高度;
10、所述定位块的底部设有将定位块固定在升降滑台上的第三支腿,所述第三支腿将所述定位块提升至设定高度。
11、在一些实施例中:所述升降滑台的底部垂直连接有导向轴,所述导向轴的轴线与所述举升机构的运动方向相互平行,所述导向轴上套设有导向滑套,所述导向滑套固定在夹具底座上,所述升降滑台位于夹具底座的上方。
12、在一些实施例中:所述导向轴远离所述升降滑台一端固定连接有限位板,所述限位板的外径大于导向轴的直径,所述升降滑台与夹具底座之间设有第一限位块和第二限位块,所述第一限位块与升降滑台的底面连接,所述第二限位块与夹具底座的顶面连接。
13、在一些实施例中:所述举升机构包括第一气缸,所述第一气缸的缸体通过安装板与所述夹具底座固定连接,所述第一气缸的伸缩臂通过连接板与所述升降滑台固定连接,所述夹具底座上开设有穿过第一气缸的伸缩臂的避让孔。
14、在一些实施例中:所述上部零件定位单元包括固定在水平滑台上方的安装支座,所述安装支座上设有支撑上部零件的支撑臂,以及驱动支撑臂在安装支座上支撑工位和避让工位进行翻转的第二气缸。
15、在一些实施例中:所述水平滑台的底部设有夹具底座,所述夹具底座与水平滑台之间连接有滑轨,所述水平滑台沿所述滑轨的长度方向往复运动,所述推拉机构包括第三气缸,所述第三气缸的缸体通过固定座连接在夹具底座上,所述第三气缸的伸缩臂通过支耳与所述水平滑台连接。
16、在一些实施例中:所述夹具底座上设有限制所述水平滑台行程范围的前限位器和后限位器,所述前限位器和后限位器位于所述水平滑台的前后两侧,所述前限位器和后限位器均包括缓冲限位器。
17、在一些实施例中:所述缓冲限位器为油缓冲器,所述夹具底座上设有固定缓冲限位器的调节座,所述缓冲限位器通过螺母固定在调节座上,所述前限位器和后限位器还包括固定限位块。
18、本申请提供的技术方案带来的有益效果包括:
19、本申请实施例提供了一种预上件焊接夹具机构,由于本申请的预上件焊接夹具机构设置了下部零件定位机构,该下零件定位机构包括升降滑台,升降滑台的顶部设有用于支撑定位下部零件的下部零件定位单元,升降滑台的底部设有举升机构,举升机构以将下部零件定位单元在上料工位和焊接工位来回切换;上部零件定位机构,该上部零件定位机构位于下部零件定位机构的一侧,且包括水平滑台,水平滑台的顶部设有用于支撑定位上部零件的上部零件定位单元,水平滑台的一侧设有驱动其以接近或远离下部零件定位机构滑动的推拉机构。
20、因此,本申请的预上件焊接夹具机构设置了下部零件定位机构和上部零件定位机构,当下部零件定位机构在升降滑台的顶部设有用于支撑定位下部零件的下部零件定位单元,以及以将下部零件定位单元在上料工位和焊接工位来回切换的举升机构。上部零件定位机构在水平滑台的顶部设有用于支撑定位上部零件的上部零件定位单元,推拉机构驱动上部零件定位单元以接近或远离下部零件定位机构滑动。本申请分别实现对下部零件和上部零件的定位焊接,且相互能够独立定位,实现零件一次上件,二次定位,在一套夹具上实现定位夹紧及焊接作业。
技术特征:
1.一种预上件焊接夹具机构,其特征在于,包括:
2.如权利要求1所述的一种预上件焊接夹具机构,其特征在于:
3.如权利要求2所述的一种预上件焊接夹具机构,其特征在于:
4.如权利要求1所述的一种预上件焊接夹具机构,其特征在于:
5.如权利要求4所述的一种预上件焊接夹具机构,其特征在于:
6.如权利要求4所述的一种预上件焊接夹具机构,其特征在于:
7.如权利要求1所述的一种预上件焊接夹具机构,其特征在于:
8.如权利要求1所述的一种预上件焊接夹具机构,其特征在于:
9.如权利要求8所述的一种预上件焊接夹具机构,其特征在于:
10.如权利要求9所述的一种预上件焊接夹具机构,其特征在于:
技术总结
本申请涉及一种预上件焊接夹具机构,包括:下部零件定位机构,该下零件定位机构包括升降滑台,升降滑台的顶部设有用于支撑定位下部零件的下部零件定位单元,升降滑台的底部设有举升机构,举升机构以将下部零件定位单元在上料工位和焊接工位来回切换;上部零件定位机构,该上部零件定位机构位于下部零件定位机构的一侧,其包括水平滑台,水平滑台的顶部设有用于支撑定位上部零件的上部零件定位单元,水平滑台的一侧设有驱动其以接近或远离下部零件定位机构滑动的推拉机构。本申请分别实现对下部零件和上部零件的定位焊接,且相互能够独立定位,实现零件一次上件,二次定位,在一套夹具上实现定位夹紧及焊接作业。
技术研发人员:熊帆,戴子寒,朱华全,谢裕佳,何立新
受保护的技术使用者:东风汽车股份有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!