一种弯头组对定位及焊接装置的制作方法
本发明涉及管道弯头加工设备,具体涉及一种弯头组对定位及焊接装置。
背景技术:
1、现有的中央空调制冷机房一般都是在安装现场进行管道的组对制作及焊接、安装,也有一些集成化的制冷装置,也仅仅是中央空调制冷机房的缩小版。大部分也是在现场进行管道的制作安装。不能做到预制好,然后在现场安装,即使是所谓的预制好的,在现场安装的,也只是在车间进行现场的管道的制作安装,装好了,然后再拆下来,到现场去二次安装,费时费力。
2、同时现在一般车间进行管道带弯头的l型或者带成品三通的t型管道组件的组对往往是在平台或地面上通过水平尺通过眼睛来进行组对,这对于较长的管道,往往偏差很大,如2米或更长的3米的管道,组成的90度弯头管件,往往会偏差10-20毫米,关键是制作完成后不能进行精确测量,往往用直尺来测量,对于从管中心到管端的长度测量误差往往在5毫米以上,这样几组管件的累计误差就有20-30毫米,这到现场进行安装是装不了的。所以他们只能是在现场组对焊接。增加人员用工量,而且工期也无法缩短,再就是现场焊接比全部预制好的现场无任何焊接的情况也增加危险性和增加成本。
技术实现思路
1、本发明要解决的技术问题是提供一种弯头组对定位及焊接装置,可以精确组对、自动焊接制作,还能对完成后的管件长度进行精确测量。
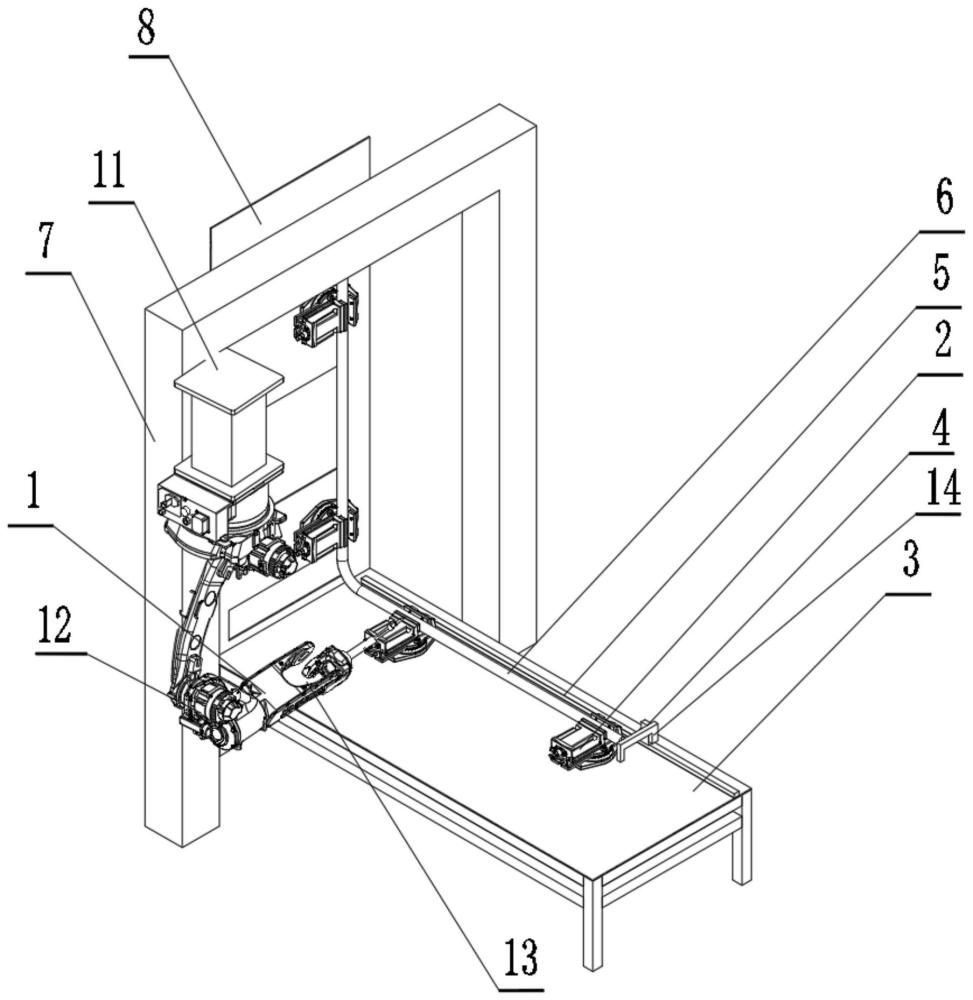
2、为了解决上述技术问题,本发明提供了一种弯头组对定位及焊接装置,包括工作台,所述工作台上设置有安装框体和安装板,所述安装框体上设置有焊接组件,所述工作台与所述安装板上均设置有定位组件;所述定位组件包括间隔设置的夹具,所述夹具之间设置有导轨,所述导轨上在所述夹具的一侧固定有光栅尺。
3、进一步地,所述夹具采用台钳。
4、进一步地,所述焊接组件包括控制电机,所述控制电机的输出端设置有旋转臂,所述旋转臂至少有两个,所述旋转臂的输出端设置有焊接头。
5、进一步地,所述安装板垂直设置在所述工作台上。
6、进一步地,所述光栅尺上固定有挡杆,通过挡杆紧靠在管端,从而来精确测量管道的长度。
7、本发明的有益效果:本装置除了可以精确组对、自动焊接制作以外,还能利用光栅尺对完成后的管件长度进行精确测量,测量误差可以控制在0.01毫米,这样子几组管件的累计误差可以控制在0.1毫米以内,对这几组管件的设计尺寸和实际完成尺寸之间的偏差可以通过精确测量后的数据,精确的计算出来,达到0.1毫米以内的精度,这个偏差值可以通过最后加工的那个法兰直管段进行最后的精确调整,使得最后的整体误差控制在零点几毫米,不到一毫米的范围内。
技术特征:
1.一种弯头组对定位及焊接装置,其特征在于,包括工作台(3),所述工作台(3)上设置有安装框体(7)和安装板(8),所述安装框体(7)上设置有焊接组件(1),所述工作台(3)与所述安装板(8)上均设置有定位组件;
2.如权利要求1所述的弯头组对定位及焊接装置,其特征在于,所述夹具(2)采用台钳。
3.如权利要求1所述的弯头组对定位及焊接装置,其特征在于,所述焊接组件(1)包括控制电机(11),所述控制电机(11)的输出端设置有旋转臂(12),所述旋转臂(12)至少有两个,所述旋转臂(12)的输出端设置有焊接头(13)。
4.如权利要求1所述的弯头组对定位及焊接装置,其特征在于,所述安装板(8)垂直设置在所述工作台(3)上。
5.如权利要求1所述的弯头组对定位及焊接装置,其特征在于,包括档杆(14),所述挡杆(14)与光栅尺(4)固定在一起。
技术总结
本发明公开了一种弯头组对定位及焊接装置,包括工作台,所述工作台上设置有安装框体和安装板,所述安装框体上设置有焊接组件,所述工作台与所述安装板上均设置有定位组件;所述定位组件包括间隔设置的夹具,所述夹具之间设置有导轨,所述导轨上在所述夹具的一侧固定有光栅尺。本发明可以精确组对、自动焊接制作,还能对完成后的管件长度进行精确测量。
技术研发人员:孙凯悦,郭留明,孙长凤
受保护的技术使用者:江苏鸿鑫智能制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!