一种负角卷边产品的成型机构和方法与流程
本发明涉及汽车尾管成型,尤其涉及一种负角卷边产品的成型机构和方法。
背景技术:
1、随着汽车工业的发展,人们对汽车的要求越来越高,为了满足汽车更安全,性能更稳定,更轻量化,性价比更高等诸多要求,对汽车的零部件也提出了更高的要求,表现在零件形状越来越复杂,整体性能要求越来越高。
2、负角卷边尾管是在尾管的內直臂在出口具有负角卷边,这种尾管成型难度非常大,现有的负角卷边产品成型方法包括多工步自动翻边、整形和旋压等工序,先利用翻边机构对直筒型管坯的出口进行多工步自动翻边得到具有平行卷边的翻边工序产品,然后利用整形机构对翻边工序产品进行整形得到具有负角卷边的整形工序产品,再利用旋压机构将整形工序产品进行旋压得到旋压工序产品,这种尾管成型方法存在以下缺点:多工步自动翻边工序中,产品轮廓容易变形;整形工序中,产品负角位置无法依靠模具成型,只能依靠自由成型,成型精度较差;尾管材料一般是3系不锈钢,如果尾管设计口径相对于管坯直径变化过大,则需要先将产品进行在线高频热处理,再进行旋压工序,制造成本高,生产效率低。
3、公布号为cn112958674a的专利文献公开了一种双侧翻边紧凑型旋转冲压机构,通过上模座上可上下移动的驱动块来同时推动下模座上左右对称设置的翻边镶块对零件左右两侧待翻边区域进行挤压翻边,这种翻边方式解决了产品负角位置无法依靠模具成型的问题,但对于负角卷边产品的制作,仍然需要进行多道工序,生产效率低。
技术实现思路
1、本发明所要解决的技术问题在于如何提高负角卷边产品的生产效率。
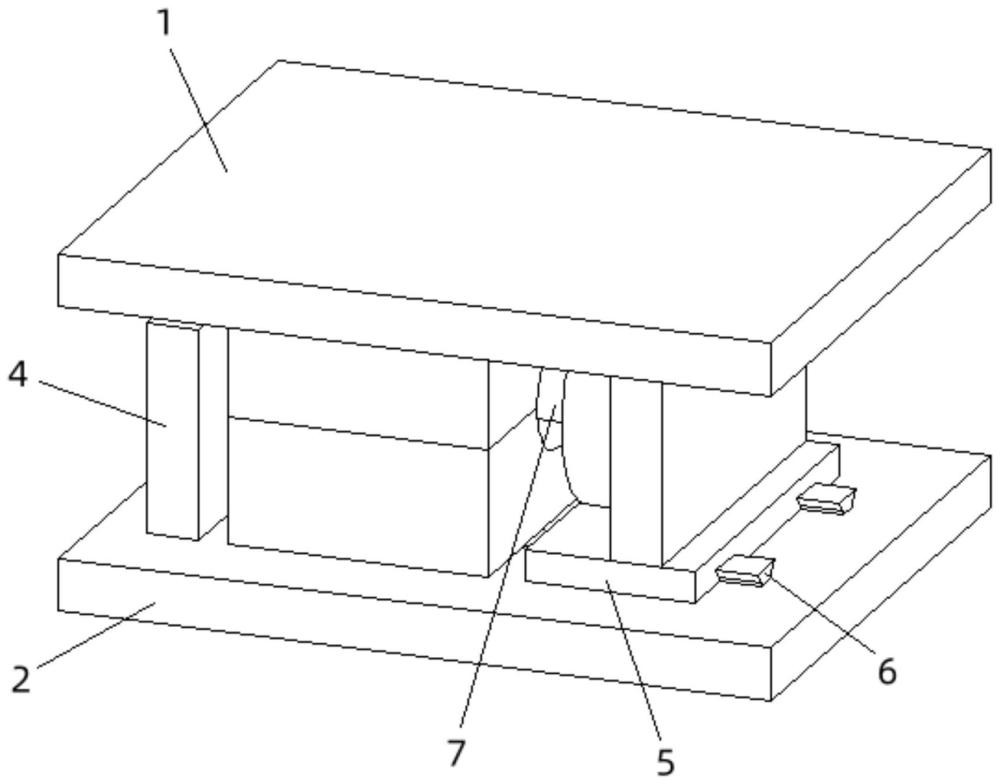
2、本发明是通过以下技术手段实现解决上述技术问题的:一种负角卷边产品的成型机构,包括上模、下模、型腔、固定组件和移动组件;
3、所述上模设置在所述下模上方,所述上模与所述下模之间形成型腔,所述固定组件和所述移动组件分别对应待加工零件的固定端和卷边成型端所述固定组件相对于所述型腔固定设置,所述移动组件能够朝靠近或远离所述型腔的方向移动;
4、所述固定组件包括第一堵头和压力介质通道,所述第一堵头能够堵住待加工零件的一端,所述第一堵头上设有压力介质通道;
5、所述移动组件包括第二堵头、旋转驱动机构、成型刀块、切料刀块和位移驱动器;所述第二堵头能够堵住待加工零件的另一端,所述旋转驱动机构能够驱动所述成型刀块、所述切料刀块和所述位移驱动器在待加工零件外周旋转,所述位移驱动器能够驱动所述切料刀块相对于所述成型刀块朝靠近或远离所述型腔的方向移动;所述成型刀块上对应待加工零件负角卷边的一侧设有卷边成型面;所述切料刀块上靠近所述型腔的一端设有刀刃。
6、作为优化的技术方案,所述固定组件还包括第一固定板,所述第一固定板固定连接在所述下模上,所述第一堵头固定连接在所述第一固定板上。
7、作为优化的技术方案,所述负角卷边产品的成型机构还包括导轨,所述导轨固定连接在所述下模上;所述移动组件还包括固定座和第二固定板,所述固定座与所述导轨滑动配合,所述第二固定板固定连接在所述固定座上,所述第二堵头固定连接在所述第二固定板上;所述旋转驱动机构设置在所述固定座上且位于所述型腔与所述第二堵头之间,所述成型刀块、所述切料刀块和所述位移驱动器均设置在所述旋转驱动机构上。
8、作为优化的技术方案,所述成型刀块上靠近旋转中轴线的一侧设有滑槽,所述滑槽的长度方向平行于所述导轨的长度方向;所述切料刀块上设有滑轨,所述滑轨与所述滑槽滑动配合;所述位移驱动器固定连接在所述成型刀块上且运动端与所述切料刀块固定连接。
9、作为优化的技术方案,所述旋转驱动机构包括外磁环和内磁环,所述内磁环同轴设置在所述外磁环内部,所述内磁环能够在同磁极相斥作用下相对于所述外磁环转动。
10、作为优化的技术方案,所述外磁环的内侧设有环形槽体,所述内磁环嵌入所述环形槽体内,所述内磁环与所述外磁环过渡配合。
11、作为优化的技术方案,所述外磁环采用电磁铁,所述内磁环采用永磁铁。
12、作为优化的技术方案,所述型腔靠近所述固定组件的一侧匹配待加工零件的初始形状,所述型腔靠近所述移动组件的一侧匹配待加工零件扩张后的形状。
13、作为优化的技术方案,所述第一堵头由所述型腔外延伸至所述型腔内靠近所述固定组件的一侧,所述第一堵头能够插入待加工零件,所述压力介质通道由所述第一堵头上位于所述型腔外的部分延伸至所述第一堵头位于所述型腔内的一端;所述第二堵头上设有用于插入待加工零件的插槽。
14、一种负角卷边产品的成型方法,采用所述负角卷边产品的成型机构,包括以下步骤:
15、步骤一,将上模与下模分开,将第一堵头和第二堵头分别堵住待加工零件的两端,使待加工零件内部形成密闭空间;
16、步骤二,将上模和下模压紧固定在待加工零件的上下两侧,通过压力介质通道向待加工零件内部注入常压的水,直至水充满整个密闭空间;
17、步骤三,移动组件停在初始位置,旋转驱动机构驱动成型刀块、切料刀块和位移驱动器在待加工零件外周旋转,此时切料刀块位于初始位置;
18、步骤四,通过压力介质通道向待加工零件内部注水增压,使待加工零件位于型腔内的部分扩张至贴合型腔,且待加工零件位于型腔与移动组件之间的部分自由扩张至接触成型刀块,使待加工零件成型为扩张后未卷边状态,扩张完成后停止注水,保持待加工零件内部压力;
19、步骤五,将移动组件朝靠近型腔的方向移动至设定位置,移动过程中向待加工零件内部注水增压,成型刀块在旋转过程中将待加工零件成型出负角卷边;
20、步骤六,成型出负角卷边后,位移驱动器驱动切料刀块相对于成型刀块朝靠近型腔的方向移动,使刀刃接触待加工零件,切料刀块在旋转过程中将待加工零件由负角卷边内端切断,完成废料切除,待加工零件内部的水由断口流出;
21、步骤七,将旋转驱动机构停止,移动组件朝远离型腔的方向移动,并将上模与下模分开,取出加工完成的产品。
22、本发明的优点在于:本发明负角卷边产品的成型机构可仅用一道工序完成管坯扩张和负角卷边成型,且通过可相对于成型刀块移动的切料刀块实现了在线切除废料,能够一次成型出具有负角卷边的尾管产品,大幅提高了生产效率,降低了制造成本;避免了多工步自动翻边导致产品轮廓容易变形的问题;产品负角位置可依靠成型刀块成型,大幅提高了产品的表面质量和尺寸精度。
技术特征:
1.一种负角卷边产品的成型机构,其特征在于:包括上模、下模、型腔、固定组件和移动组件;
2.根据权利要求1所述的负角卷边产品的成型机构,其特征在于:所述固定组件还包括第一固定板,所述第一固定板固定连接在所述下模上,所述第一堵头固定连接在所述第一固定板上。
3.根据权利要求1所述的负角卷边产品的成型机构,其特征在于:所述负角卷边产品的成型机构还包括导轨,所述导轨固定连接在所述下模上;所述移动组件还包括固定座和第二固定板,所述固定座与所述导轨滑动配合,所述第二固定板固定连接在所述固定座上,所述第二堵头固定连接在所述第二固定板上;所述旋转驱动机构设置在所述固定座上且位于所述型腔与所述第二堵头之间,所述成型刀块、所述切料刀块和所述位移驱动器均设置在所述旋转驱动机构上。
4.根据权利要求3所述的负角卷边产品的成型机构,其特征在于:所述成型刀块上靠近旋转中轴线的一侧设有滑槽,所述滑槽的长度方向平行于所述导轨的长度方向;所述切料刀块上设有滑轨,所述滑轨与所述滑槽滑动配合;所述位移驱动器固定连接在所述成型刀块上且运动端与所述切料刀块固定连接。
5.根据权利要求1所述的负角卷边产品的成型机构,其特征在于:所述旋转驱动机构包括外磁环和内磁环,所述内磁环同轴设置在所述外磁环内部,所述内磁环能够在同磁极相斥作用下相对于所述外磁环转动。
6.根据权利要求5所述的负角卷边产品的成型机构,其特征在于:所述外磁环的内侧设有环形槽体,所述内磁环嵌入所述环形槽体内,所述内磁环与所述外磁环过渡配合。
7.根据权利要求5所述的负角卷边产品的成型机构,其特征在于:所述外磁环采用电磁铁,所述内磁环采用永磁铁。
8.根据权利要求1所述的负角卷边产品的成型机构,其特征在于:所述型腔靠近所述固定组件的一侧匹配待加工零件的初始形状,所述型腔靠近所述移动组件的一侧匹配待加工零件扩张后的形状。
9.根据权利要求8所述的负角卷边产品的成型机构,其特征在于:所述第一堵头由所述型腔外延伸至所述型腔内靠近所述固定组件的一侧,所述第一堵头能够插入待加工零件,所述压力介质通道由所述第一堵头上位于所述型腔外的部分延伸至所述第一堵头位于所述型腔内的一端;所述第二堵头上设有用于插入待加工零件的插槽。
10.一种负角卷边产品的成型方法,采用根据权利要求1-9任一项所述负角卷边产品的成型机构,其特征在于,包括以下步骤:
技术总结
本发明公开了一种负角卷边产品的成型机构和方法,涉及汽车尾管成型技术领域,该机构包括上模、下模、型腔、固定组件和移动组件;上模设置在下模上方,上模与下模之间形成型腔,固定组件和移动组件分别对应待加工零件的固定端开口和卷边成型端开口,固定组件相对于型腔固定设置,移动组件能够朝靠近或远离型腔的方向移动;固定组件包括第一堵头和压力介质通道;移动组件包括第二堵头、旋转驱动机构、成型刀块和切料刀块。本发明的优点在于:能够一次成型出具有负角卷边的尾管产品,大幅提高了生产效率。
技术研发人员:邓小波,唐强,陈晓红,王成,彭彤
受保护的技术使用者:保隆(安徽)汽车配件有限公司
技术研发日:
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!