一种灯杆座全自动焊接装置的制作方法
本发明涉及焊接,具体是涉及一种灯杆座全自动焊接装置。
背景技术:
1、灯杆座和灯杆一般使用焊接的方式进行固定连接,进行焊接时,通常将灯杆体水平放置在焊接台上,然后工人将灯杆座的一面贴紧灯杆体的一端,并调整灯杆座的位置,利用点焊的方式将灯杆座点焊固定在灯杆体的一端,以实现对灯杆座与杆体之间的预定位,之后再沿灯杆体与灯杆座连接处焊接一圈。由于灯杆体和灯杆座均较重,进行环缝焊接时,难以对灯杆体和灯杆座进行同步旋转,因此需要手持焊枪进行旋转移动以实现环缝焊接,操作十分不方便。另外,由于灯杆座与灯杆之间的焊缝较长,使得焊枪逐步移动进行焊接,所需的焊接时间较长,影响加工进度。因此,需要提供一种灯杆座全自动焊接装置,旨在解决上述问题。
技术实现思路
1、本发明的目的在于提供一种灯杆座全自动焊接装置,旨在解决背景技术中提到的问题。
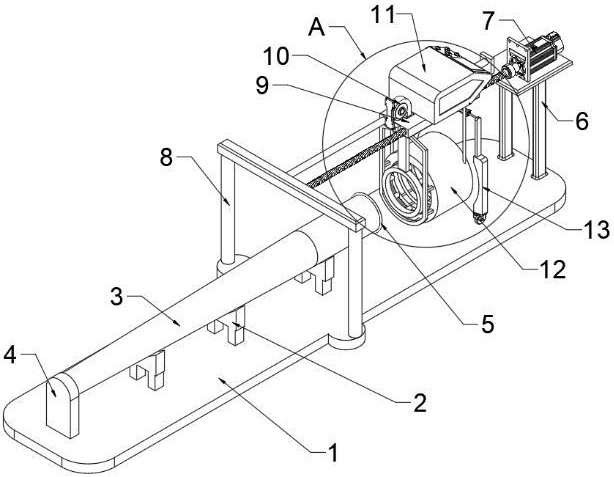
2、为实现上述目的,本发明提供如下技术方案,一种灯杆座全自动焊接装置,包括底座和灯杆支撑架,所述焊接装置还包括:
3、用于将灯杆与灯杆座进行焊接固定的焊料环,所述焊料环套设在灯杆的底部;
4、用于对焊料环进行加热以使得焊接成功的感应加热线圈;
5、用于隔热和对灯杆座进行定位的多功能环形罩,多功能环形罩套设在感应加热线圈的外侧;
6、用于将感应加热线圈加热的热气导入焊接处以及降低重力因素对焊接液影响的风管组件,所述风管组件包括导风管、环形风管以及吹气管;
7、以及用于对感应加热线圈、多功能环形罩以及灯杆座进行移动的移动座,移动座通过移动驱动机构进行驱动,所述移动座上安装有风机和电磁控制器,感应加热线圈的两端与电磁控制器相连接,所述风机的输出端与导风管相连接,导风管与环形风管连通,环形风管位于多功能环形罩的前端处,多功能环形罩内侧面的下半部分安装有若干个吹气管,吹气管位于多功能环形罩的后端处,吹气管向上出风,吹气管通过连接管与u形风管连通,u形风管与导风管相连接,所述移动座上还安装有对灯杆座进行夹持的夹持机构。
8、作为本发明的进一步方案,所述焊料环的中心线与环形风管的中心线共线设置,环形风管的中心线与感应加热线圈所形成的加热环的中心线共线设置,焊料环的中心线与多功能环形罩的中心线共线设置,所述焊料环的直径小于环形风管的直径,环形风管的直径小于所述加热环的直径。
9、作为本发明的进一步方案,所述多功能环形罩的前端设置有向内的导风翻边,所述环形风管上连接有若干个吹风管,导风翻边将气流导入吹风管的出口处。
10、作为本发明的进一步方案,所述u形风管的弧形段与连接管固定连接,连接管贯穿所述导风翻边,u形风管与导风翻边通过若干个固定杆相连接。
11、作为本发明的进一步方案,进行焊接时,焊料环紧贴灯杆座,所述灯杆座的表面与多功能环形罩的端面接触,所述底座的前端固定设置有头部限位板,头部限位板用于对灯杆的头部进行限位。
12、作为本发明的进一步方案,所述移动驱动机构包括驱动电机、导向轴和螺纹轴,底座上固定设置有第一固定架和第二固定架,驱动电机安装在所述第一固定架上,驱动电机的输出轴与螺纹轴同轴固定连接,所述移动座上设置有螺纹通孔和导向通孔,螺纹轴与螺纹通孔配合连接,导向通孔上滑动配合连接有导向轴,导向轴的两端分别与第一固定架和第二固定架相连接。
13、作为本发明的进一步方案,所述夹持机构包括直线驱动元件和夹板,成对的直线驱动元件固定安装在移动座上,直线驱动元件的伸缩端连接有移动杆,移动杆与夹板固定连接,成对的夹板设置在多功能环形罩后端的两侧,所述夹板的底部安装有万向轮,万向轮在底座上滚动。所述直线驱动元件、移动杆以及夹板均设置有两个,且均关于多功能环形罩的对称面左右对称设置。
14、综上所述,本发明的有益效果是:
15、本发明通过焊料环、移动座、电磁控制器、多功能环形罩、环形风管以及感应加热线圈的设置,能够同步对焊料环进行高温加热,实现快速高效焊接,且正式焊接过程实现了自动化。环形风管将感应加热线圈内部的热量吹向环缝焊接处,提高焊接效率。吹气管向上出风,融化的焊料液不会在重力的作用下往下流,使得焊料沿着焊缝较为均匀的分布,进一步保证了焊接质量。
技术特征:
1.一种灯杆座全自动焊接装置,包括底座(1)和灯杆支撑架(2),其特征在于,所述焊接装置还包括:
2.根据权利要求1所述的灯杆座全自动焊接装置,其特征在于,所述焊料环(5)的中心线与环形风管(18)的中心线共线设置,环形风管(18)的中心线与感应加热线圈(22)所形成的加热环的中心线共线设置,焊料环(5)的中心线与多功能环形罩(12)的中心线共线设置,所述焊料环(5)的直径小于环形风管(18)的直径,环形风管(18)的直径小于所述加热环的直径。
3.根据权利要求1所述的灯杆座全自动焊接装置,其特征在于,所述多功能环形罩(12)的前端设置有向内的导风翻边(23),所述环形风管(18)上连接有若干个吹风管(21),导风翻边(23)将气流导入吹风管(21)的出口处。
4.根据权利要求3所述的灯杆座全自动焊接装置,其特征在于,所述u形风管(19)的弧形段与连接管(20)固定连接,连接管(20)贯穿所述导风翻边(23),u形风管(19)与导风翻边(23)通过若干个固定杆(24)相连接。
5.根据权利要求1所述的灯杆座全自动焊接装置,其特征在于,进行焊接时,焊料环(5)紧贴灯杆座,所述灯杆座的表面与多功能环形罩(12)的端面接触,所述底座(1)的前端固定设置有头部限位板(4),头部限位板(4)用于对灯杆(3)的头部进行限位。
6.根据权利要求1所述的灯杆座全自动焊接装置,其特征在于,所述移动驱动机构包括驱动电机(7)、导向轴(15)和螺纹轴(16),底座(1)上固定设置有第一固定架(6)和第二固定架(8),驱动电机(7)安装在所述第一固定架(6)上,驱动电机(7)的输出轴与螺纹轴(16)同轴固定连接,所述移动座(9)上设置有螺纹通孔和导向通孔,螺纹轴(16)与螺纹通孔配合连接,导向通孔上滑动配合连接有导向轴(15),导向轴(15)的两端分别与第一固定架(6)和第二固定架(8)相连接。
7.根据权利要求1所述的灯杆座全自动焊接装置,其特征在于,所述夹持机构包括直线驱动元件(25)和夹板(13),成对的直线驱动元件(25)固定安装在移动座(9)上,直线驱动元件(25)的伸缩端连接有移动杆(26),移动杆(26)与夹板(13)固定连接,成对的夹板(13)设置在多功能环形罩(12)后端的两侧,所述夹板(13)的底部安装有万向轮(14),万向轮(14)在底座(1)上滚动。
技术总结
本发明涉及焊接技术领域,提供了一种灯杆座全自动焊接装置,包括底座和灯杆支撑架,还包括:用于将灯杆与灯杆座进行焊接固定的焊料环;用于对焊料环进行加热以使得焊接成功的感应加热线圈;用于隔热的多功能环形罩;用于将感应加热线圈加热的热气导入焊接处以及降低重力因素对焊接液影响的风管组件,所述风管组件包括导风管、环形风管以及吹气管;以及用于对感应加热线圈、多功能环形罩以及灯杆座进行移动的移动座,移动座通过移动驱动机构进行驱动,所述移动座上安装有风机和电磁控制器,感应加热线圈的两端与电磁控制器相连接。本发明通过多功能环形罩、环形风管以及感应加热线圈的设置,能够同步对焊料环进行高温加热,实现快速高效焊接。
技术研发人员:张玉霞
受保护的技术使用者:深圳市海能通信股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!