T型钛合金制件焊接夹具及其使用方法与流程
本发明涉及焊接工装,尤其涉及一种t型钛合金制件焊接夹具及其使用方法。
背景技术:
1、钛合金的化学性质活泼,易于氧化,在400℃以上的高温情况下,钛极易从环境中直接吸收含有氢、氧、氮、碳等元素的气体,使材料的综合力学性能急剧恶化,影响结构的使用性能。在对钛合金进行焊接时,随着温度的升高,其化学活性迅速增大,并在固态下即能吸收各种气体,使其塑性急剧下降。因此往往采用氩弧焊等工艺进行焊接,从而在焊缝处通过氩气形成保护区域,避免焊接接头处材料的综合力学性能下降。对于t型钛合金制件,在焊接过程中,氩气仅能对焊缝正面进行保护,而背面由于焊接高温,同样会存在综合力学性能下降的问题。
技术实现思路
1、本发明的目的在于提供一种t型钛合金制件焊接夹具及其使用方法,以解决现有工艺存在的t型钛合金制件背面由于焊接高温导致综合力学性能下降的问题。
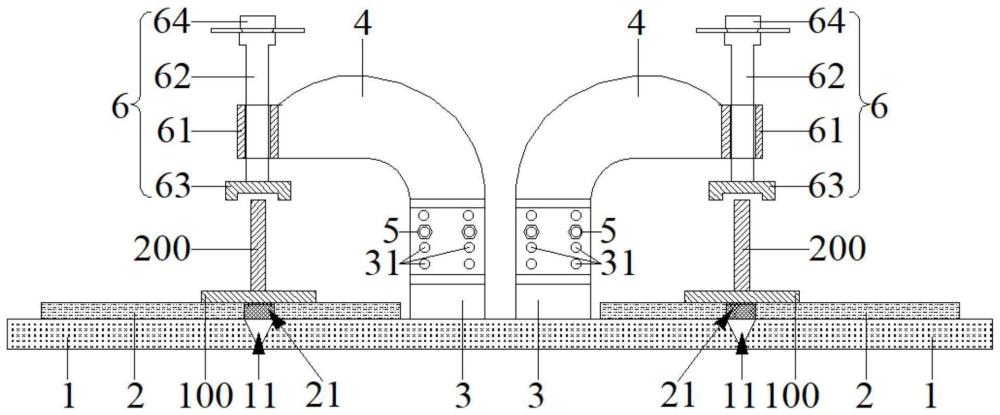
2、本发明提供一种t型钛合金制件焊接夹具,包括底板和夹持总成,t型钛合金制件的翼板置于底板上,底板设置有通气槽,通气槽的开口朝向翼板,通气槽用于供保护气体通过,通气槽位于t型钛合金制件的腹板的正下方,夹持总成与底板固定连接,夹持总成用于对腹板远离翼板的一端施加压力。
3、作为t型钛合金制件焊接夹具的优选技术方案,通气槽的宽度大于腹板的厚度。
4、作为t型钛合金制件焊接夹具的优选技术方案,还包括垫高板,垫高板位于底板和翼板之间,垫高板与底板焊接连接,翼板置于垫高板上,垫高板设置有填充槽,填充槽与通气槽连通,填充槽与通气槽对正,填充槽内填充有钢丝网。
5、作为t型钛合金制件焊接夹具的优选技术方案,填充槽内还填充有透气散热板,透气散热板设置在钢丝网的上方,透气散热板与翼板接触。
6、作为t型钛合金制件焊接夹具的优选技术方案,夹持总成设置为多个,多个夹持总成在底板上间隔设置。
7、作为t型钛合金制件焊接夹具的优选技术方案,夹持总成包括下压板、上压板和调节件,下压板与底板固定连接,下压板与上压板通过调节件连接,调节件用于改变上压板相对于下压板的高度,上压板连接有压头组件,压头组件能够对腹板远离翼板的一端施加压力。
8、作为t型钛合金制件焊接夹具的优选技术方案,压头组件包括工件压头、螺套、螺杆和操作把手,螺套与上压板固定连接,螺杆与螺套螺纹连接,螺杆沿竖直方向设置,工件压头与螺杆的下端固定连接,操作把手与螺杆的上端固定连接。
9、作为t型钛合金制件焊接夹具的优选技术方案,下压板的上端设置有多个调节孔,多个调节孔沿竖直方向间隔设置,上压板的下端设置有连接孔,连接孔能够与其中一个调节孔对正,调节件包括调节螺栓和调节螺母,调节螺栓穿过连接孔和其中一个调节孔后与调节螺母螺纹连接。
10、本发明提供一种t型钛合金制件焊接夹具的使用方法,应用于上述任一方案的t型钛合金制件焊接夹具,t型钛合金制件焊接夹具的使用方法包括:
11、将翼板置于底板上,将腹板与翼板垂直设置,且腹板位于通气槽的正上方;
12、通过夹持总成对腹板远离翼板的一端施加压力;
13、对通气槽内持续通入保护气体。
14、作为t型钛合金制件焊接夹具的使用方法的优选技术方案,保护气体选自氩气和氦气。
15、本发明的有益效果为:
16、本发明提供一种t型钛合金制件焊接夹具,在底板上设置通气槽,且通气槽位于t型钛合金制件的腹板的正下方,在对t型钛合金制件焊接时,通气槽内有保护气体通过,在t型钛合金制件的背面形成一个保护区域,同时保护气体也能够对t型钛合金制件背面进行散热,从而避免t型钛合金制件背面的综合力学性能下降。
技术特征:
1.t型钛合金制件焊接夹具,其特征在于,包括:
2.根据权利要求1所述的t型钛合金制件焊接夹具,其特征在于,所述通气槽(11)的宽度大于所述腹板(200)的厚度。
3.根据权利要求1所述的t型钛合金制件焊接夹具,其特征在于,还包括垫高板(2),所述垫高板(2)位于所述底板(1)和所述翼板(100)之间,所述垫高板(2)与所述底板(1)焊接连接,所述翼板(100)置于所述垫高板(2)上,所述垫高板(2)设置有填充槽(21),所述填充槽(21)与所述通气槽(11)连通,所述填充槽(21)与所述通气槽(11)对正,所述填充槽(21)内填充有钢丝网(22)。
4.根据权利要求3所述的t型钛合金制件焊接夹具,其特征在于,所述填充槽(21)内还填充有透气散热板(23),所述透气散热板(23)设置在所述钢丝网(22)的上方,所述透气散热板(23)与所述翼板(100)接触。
5.根据权利要求1所述的t型钛合金制件焊接夹具,其特征在于,所述夹持总成设置为多个,多个所述夹持总成在所述底板(1)上间隔设置。
6.根据权利要求1所述的t型钛合金制件焊接夹具,其特征在于,所述夹持总成包括下压板(3)、上压板(4)和调节件(5),所述下压板(3)与所述底板(1)固定连接,所述下压板(3)与所述上压板(4)通过所述调节件(5)连接,所述调节件(5)用于改变所述上压板(4)相对于所述下压板(3)的高度,所述上压板(4)连接有压头组件(6),所述压头组件(6)能够对所述腹板(200)远离所述翼板(100)的一端施加压力。
7.根据权利要求6所述的t型钛合金制件焊接夹具,其特征在于,所述压头组件(6)包括工件压头(63)、螺套(61)、螺杆(62)和操作把手(64),所述螺套(61)与所述上压板(4)固定连接,所述螺杆(62)与所述螺套(61)螺纹连接,所述螺杆(62)沿竖直方向设置,所述工件压头(63)与所述螺杆(62)的下端固定连接,所述操作把手(64)与所述螺杆(62)的上端固定连接。
8.根据权利要求6所述的t型钛合金制件焊接夹具,其特征在于,所述下压板(3)的上端设置有多个调节孔(31),多个所述调节孔(31)沿竖直方向间隔设置,所述上压板(4)的下端设置有连接孔,所述连接孔能够与其中一个所述调节孔(31)对正,所述调节件(5)包括调节螺栓和调节螺母,所述调节螺栓穿过所述连接孔和其中一个所述调节孔(31)后与所述调节螺母螺纹连接。
9.t型钛合金制件焊接夹具的使用方法,其特征在于,应用于如权利要求1-8任一项所述的t型钛合金制件焊接夹具,所述t型钛合金制件焊接夹具的使用方法包括:
10.根据权利要求9所述的t型钛合金制件焊接夹具的使用方法,其特征在于,所述保护气体选自氩气和氦气。
技术总结
本发明涉及焊接工装技术领域,具体公开了T型钛合金制件焊接夹具及其使用方法,该夹具包括底板和夹持总成,T型钛合金制件的翼板置于底板上,底板设置有通气槽,通气槽的开口朝向翼板,通气槽用于供保护气体通过,通气槽位于T型钛合金制件的腹板的正下方,夹持总成与底板固定连接,夹持总成用于对腹板远离翼板的一端施加压力。在对T型钛合金制件焊接时,通气槽内有保护气体通过,在T型钛合金制件的背面形成一个保护区域,同时保护气体也能够对T型钛合金制件背面进行散热,从而避免T型钛合金制件背面的综合力学性能下降。
技术研发人员:彭卫华,王洪波,王建,李华平,陈景光,丁正祥,雷建锋,黄坛腾
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!