一种高精度同轴孔系的加工方法与流程
本发明涉及高精度加工领域,特别是一种高精度同轴孔系的加工方法。
背景技术:
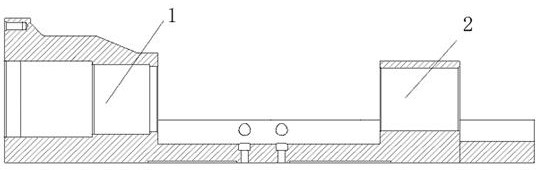
1、铸铁材质的设备刀具主轴箱体,普遍为高精度同轴孔系,高精度同轴孔系的孔系与导轨基准有着较高的平行度要求。
2、现有技术下,常采用镗床加工纵向尺寸较长的高精度同轴孔系,由于该箱体纵向尺寸较长,受到机床的行程及镗刀杆规格尺寸的限制,该同轴孔系无法通过“一次装夹一刀镗”的方式完成加工,一般选择“掉头镗”的方式来完成加工,即加工完一端的同轴孔,再将零件掉头加工另一端的同轴孔,而采用“掉头镗”的加工方式,又受到了机床转台分度精度及转台端面圆跳动的精度水平限制,且该箱体为板状结构,装夹过程极易产生变形,因此,现有技术方案下,保证孔系的同轴度以及对导轨基准的平行度,还存在着较高难度。
技术实现思路
1、本发明的目的在于提供一种高精度同轴孔系的加工方法,解决现有高精度同轴孔系在加工时对孔系同轴度的保证以及对导轨基准的平行度的保证这方面有较大难度的问题。
2、为解决上述的技术问题,本发明采用以下技术方案:
3、一种高精度同轴孔系的加工方法,包括如下步骤:a、箱体半加工;b、刮研;c、校调;d、部装;e、箱体再加工;f、总装。
4、对原有的加工工艺进行了改进,原有的加工工序如下:
5、箱体全加工→刮研→校调→部装→总装;
6、相比于原有的工艺,这样改进工艺的优点在于更便于进行校调,提前进行了装配刮研作业,通过校调完成主轴孔系与导轨平行度的校正,保证了导轨与同轴孔系的平行精度要求;然后部装后还使用了专用心棒工装对掉头精镗的同轴孔进行了校验,消除了机床转台分度及转台端面圆跳动的精度误差,因此通过上述工艺加工出来的高精度同轴孔系各项精度都很高。
7、作为本发明的进一步优选,所述步骤a的箱体半加工是指滚刀主轴箱在完成主轴端同轴孔的精镗加工后,暂不对另一端同轴孔进行精镗加工。
8、作为本发明的进一步优选,所述步骤c的校调具体是指刮研后完成主轴孔系与导轨平行度的校正。
9、校正了导轨与同轴孔系的平行精度。
10、作为本发明的进一步优选,所述步骤d中部装后装入心棒工装,校调心棒精度。
11、只需校调心棒工装与加工机床刀具的同轴度,便能达到轴系孔与导轨的全部精度要求。
12、作为本发明的进一步优选,所述步骤e的箱体再加工是指校调心棒精度后,再进行另一端同轴孔的精镗加工。
13、作为本发明的进一步优选,用上述加工方法进行加工的过程中采用底座面作为装夹基准。
14、采用了更可靠的底座面作为装夹基准,消除了箱体变形误差,底座基准提供了更稳定的装夹精度,确保了同轴孔系精度的准确性,减少了精度超差造成的返修损失,加快了成套周期,即使零件依然存在微量变形,该变形也会在工作状态下保持,轴系孔仍然满足各项位置精度要求。
15、与现有技术相比,本发明至少能达到以下有益效果中的一项:
16、1、可以将该工艺应用于纵向尺寸较长(l>500mm),两端孔要求较高(同轴度<φ0.01mm,圆度直线度<0.005mm),孔系与板基准有位置要求(孔系与板基准的平行度<0.01mm)的薄板类铸件加工。
17、2、相比于原有的工艺,这样改进工艺的优点在于更便于进行校调,提前进行了装配刮研作业,通过校调完成主轴孔系与导轨平行度的校正,保证了导轨与同轴孔系的平行精度要求;然后部装后还使用了专用心棒工装对掉头精镗的同轴孔进行了校验,消除了机床转台分度及转台端面圆跳动的精度误差,因此通过上述工艺加工出来的高精度同轴孔系各项精度都很高。
18、3、只需校调心棒工装与加工机床刀具的同轴度,便能达到轴系孔与导轨的全部精度要求。
19、4、采用了更可靠的底座面作为装夹基准,消除了箱体变形误差,底座基准提供了更稳定的装夹精度,确保了同轴孔系精度的准确性,减少了精度超差造成的返修损失,加快了成套周期,即使零件依然存在微量变形,该变形也会在工作状态下保持,轴系孔仍然满足各项位置精度要求。
技术特征:
1.一种高精度同轴孔系的加工方法,其特征在于:包括如下步骤:a、箱体半加工;b、刮研;c、校调;d、部装;e、箱体再加工;f、总装;
2.根据权利要求1所述的高精度同轴孔系的加工方法,其特征在于:所述步骤c的校调具体是指刮研后完成主轴孔系与导轨平行度的校正。
3.根据权利要求1所述的高精度同轴孔系的加工方法,其特征在于:所述步骤d中部装后装入心棒(3)工装,校调心棒(3)精度。
4.根据权利要求3所述的高精度同轴孔系的加工方法,其特征在于:所述步骤e的箱体再加工是指校调心棒(3)精度后,再进行另一端同轴孔(2)的精镗加工。
5.根据权利要求1所述的高精度同轴孔系的加工方法,其特征在于:用上述加工方法进行加工的过程中采用底座面(4)作为装夹基准。
技术总结
本发明公开了一种高精度同轴孔系的加工方法,包括如下步骤:A、箱体半加工;B、刮研;C、校调;D、部装;E、箱体再加工;F、总装。解决现有高精度同轴孔系在加工时对孔系同轴度的保证以及对导轨基准的平行度的保证这方面有较大难度的问题。
技术研发人员:邓会谊,蒋文春,蔡春,邓鑫,李奉佳
受保护的技术使用者:四川普什宁江机床有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!