一种气门帽加工工艺及其模具的制作方法
本发明涉及气门配件加工领域,具体涉及一种气门帽加工工艺及其模具 。
背景技术:
1、现有的气门帽为提高其外观美观性或者产品辨识度,在气门帽外侧端面喷涂有相应花纹,花纹多采用喷漆的加工工艺喷涂在气门帽外表面,在长时间使用后,喷涂的花纹会刮花磨损直至完全消失,影响美观性,所以亟需一种磨损后仍能保证花纹清晰完整的加工工艺。
技术实现思路
1、本发明所要解决的技术问题在于针对上述现有技术的不足,
2、提供一种气门帽的加工工艺及其模具,气门帽周向端面花纹由内杆热挤压变形填充花纹槽构成,花纹具有深度,即使在磨损后仍能保证花纹清晰完整,保证气门帽的美观性。
3、为实现上述目的,本发明提供了如下技术方案:一种气门帽机工工艺,其特征是:包括
4、第一步,选用杆状的a金属,将a金属通过激光切割成一端周向环绕设有限位凸沿另一端轴向开设有内孔的内杆;
5、第二步,选用筒状且轴向贯穿开设有套孔的b金属,将b金属通过激光切割切割成内壁贯穿至套孔开设有花纹槽的外套,套孔与内杆适配,外套轴向高度小于内杆轴向高度;
6、第三步,将第二步所得外套套设于第一步所得的内杆上得到组合件,外套与限位凸沿抵接,且内杆相对限位凸沿一端部分外露于外套;
7、第四步,将组合件加热至达到内杆的热变形温度后,将组合件放置于模具中;
8、第五步,通过模具挤压加工内杆,内杆形变填充花纹槽直至花纹槽被完全填充得到气门帽粗坯,此时内杆的内孔直径缩小。
9、具有上述特征的本发明:通过热挤压将内杆与外套结合形成气门帽粗胚,并且内杆挤压变形填充外套设有的花纹槽,通过a金属与b金属颜色的差异与花纹槽配合构成花纹图案。
10、本发明进一步的设置是:将所述气门帽粗胚经无心磨床进行表面粗磨加工,平整内杆变形挤压通过花纹槽延伸至外套外表面的多余部分,得到周向外表面平整的第二气门帽粗胚。
11、具有上述特征的本发明:去除内杆变形挤压通过花纹槽延伸至外套外表面的多余部分,使得第二气门帽粗胚周向外表面平整。
12、本发明进一步的设置是:将第二气门帽粗胚放入数控机床进行端面加工,将内杆设有内孔一端平整,并对内孔进行攻丝,使内孔内螺纹成型,得到第三气门帽粗胚。
13、具有上述特征的本发明:去除内杆挤压填充花纹槽后端部多余部分,并且内孔攻丝处螺纹,使内孔可与气门嘴螺纹配合。
14、本发明进一步的设置是:将第三气门帽粗胚放入镜面磨床,对第三气门帽粗胚外表面进行镜面磨削得到气门帽成品。
15、具有上述特征本发明:进面磨削使得气门帽成品表面光滑,增加外观美观性,同时也可以方便后续表面处理加工。
16、本发明进一步的设置是:所述气门帽成品还可进行表面处理。
17、具有上述特征本发明:表面处理可保护气门帽成品表面,防腐蚀。
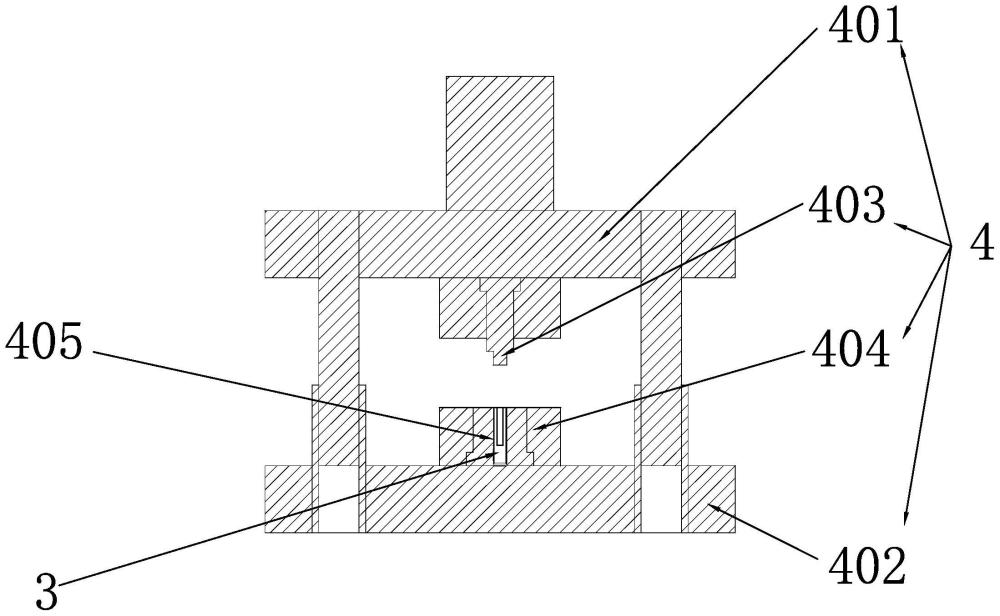
18、本发明进一步的设置是:所述模具包括上模座以及下模座,所述上模座能够朝向下模座往复位移,所述上模座朝向下模座一端设有挤压顶杆,所述下模座朝向上模座一端设有定位座,所述定位座开设有与组合件适配的定位槽,且所述挤压顶杆可通过定位槽,所述定位槽与挤压顶杆同轴设置。
19、具有上述特征的本发明:将组合件放置于定位槽内,上模座朝向下模座位移,使得挤压顶杆与组合件的内杆抵接并对内杆持续施加力的作用,直至内杆变形完全填充花纹槽。
20、本发明的有益效果是:气门帽周向端面花纹由内杆热挤压变形填充花纹槽构成,花纹具有深度,即使在磨损后仍能保证花纹清晰完整,保证气门帽的美观性。
21、下面结合附图和实施例对本发明作进一步详细说明。
技术特征:
1.一种气门帽机工工艺,其特征是:包括
2.根据权利要求1所述的一种气门帽加工工艺,其特征是:将所述气门帽粗胚经无心磨床进行表面粗磨加工,平整内杆变形挤压通过花纹槽延伸至外套外表面的多余部分,得到周向外表面平整的第二气门帽粗胚。
3.根据权利要求2所述的一种气门帽加工工艺,其特征是:将第二气门帽粗胚放入数控机床进行端面加工,将内杆设有内孔一端平整,并对内孔进行攻丝,使内孔内螺纹成型,得到第三气门帽粗胚。
4.根据权利要求3所述的一种气门帽加工工艺,其特征是:将第三气门帽粗胚放入镜面磨床,对第三气门帽粗胚外表面进行镜面磨削得到气门帽成品。
5.根据权利要求4所述的一种气门帽加工工艺,其特征是:所述气门帽成品还可进行表面处理。
6.根据权利要求1所述的一种气门帽加工工艺的模具,其特征是:所述模具包括上模座以及下模座,所述上模座能够朝向下模座往复位移,所述上模座朝向下模座一端设有挤压顶杆,所述下模座朝向上模座一端设有定位座,所述定位座开设有与组合件适配的定位槽,且所述挤压顶杆可通过定位槽,所述定位槽与挤压顶杆同轴设置。
技术总结
本发明涉及一种气门帽机工工艺,其特征是:包括第一步,选用杆状的A金属,将A金属通过激光切割成一端周向环绕设有限位凸沿另一端轴向开设有内孔的内杆;第二步,选用筒状且轴向贯穿开设有套孔的B金属,将B金属通过激光切割切割成内壁贯穿至套孔开设有花纹槽的外套;第三步,将第二步所得外套套设于第一步所得的内杆上得到组合件;第四步,将组合件加热至达到内杆的热变形温度后,将组合件放置于模具中;第五步,通过模具挤压加工内杆,内杆形变填充花纹槽直至花纹槽被完全填充得到气门帽粗坯,气门帽周向端面花纹由内杆热挤压变形填充花纹槽构成,花纹具有深度,即使在磨损后仍能保证花纹清晰完整,保证气门帽的美观性。
技术研发人员:潘高丰
受保护的技术使用者:瑞安市航特科技有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!