一种火力发电厂异种钢焊接管座角焊缝割除方法及设备与流程
本发明涉及火力发电厂金属,具体涉及一种火力发电厂异种钢焊接管座角焊缝割除方法及设备。
背景技术:
1、火力发电厂各类管座用以连接热工仪表或机炉外管,通常布置于主蒸汽、再热蒸汽系统管道和集箱上,工作温度高、工作压力大。当高温高压管道管座角焊缝脱落或开裂,会导致高温蒸汽泄漏,易造成设备重大损坏甚至人身伤亡事件。近年来,火力发电企业燃煤发电机组主蒸汽管道温度套管脱落导致高温蒸汽泄漏事件频发,分析原因为奥氏体和铁素体异种钢角焊缝接头形式受力较差,易形成应力集中,在交变应力作用下缺陷扩展,最终开裂失效。
2、鉴于奥氏体和铁素体异种钢管座角焊缝焊接接头形式安全隐患较大,火力发电企业普遍开展异种钢管座角焊缝替代工作,更换为同种钢管座角焊缝焊接焊头,但在实际技改工作开展过程中,发现因异种钢管座角焊缝镍基(或奥氏体)焊材遗留导致在焊接结束后或运行过程中焊缝开裂的现象。
3、传统用于管座角焊缝镍基(或奥氏体)焊材去除一般采用手工打磨,并采用合金分析仪对焊缝两侧母材进行检测的方法判断焊材遗留情况,但应用于管座角焊缝结构检测中,存在如下问题:1)手工打磨耗时长;2)手工打磨精确度差,易造成对管道母材的损伤,且无法判断是否有焊材遗留;3)合金分析仪对焊材遗留检查只能对某一点开展检测,无法全面覆盖全部焊接坡口位置;4)金分析仪对焊材遗留检查检测精度不足,无法保证焊材遗留位置可以全部去除。
4、因此,提供一种快速、精准的切割方法,并在切割过程中提供一种精确的、全面覆盖焊接坡口的镍基(或奥氏体)焊材遗留情况检查方法,显得尤为必要。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中的无法保证焊材遗留全部去除的缺陷,从而提供一种火力发电厂异种钢焊接管座角焊缝割除方法及设备。
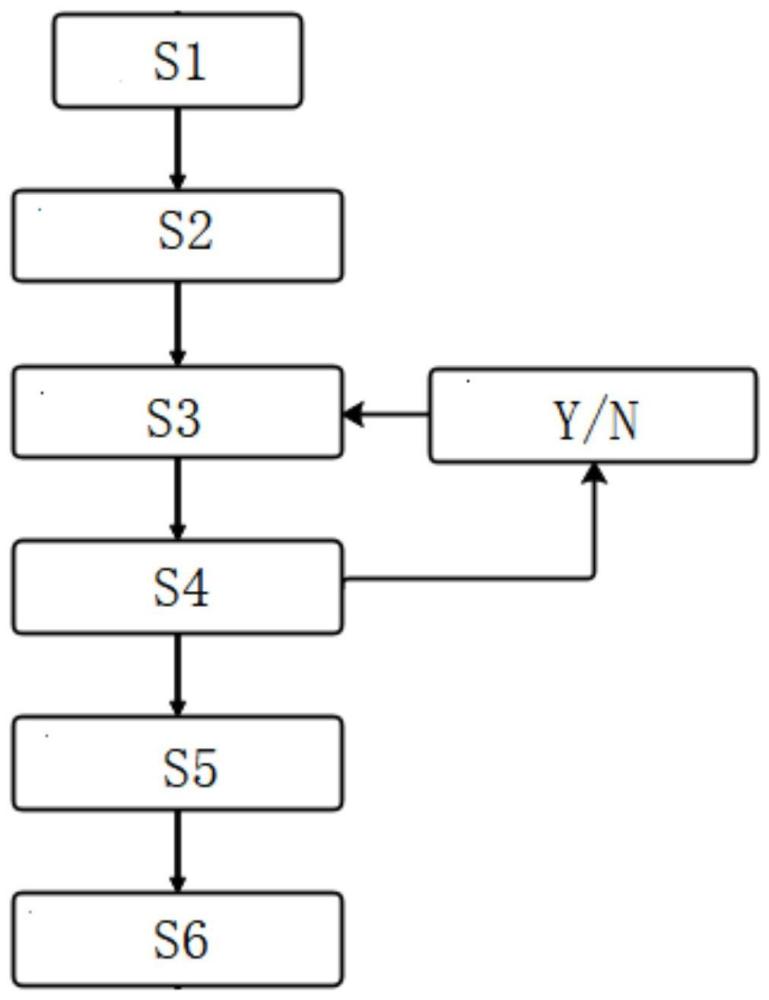
2、本发明提供了,一种火力发电厂异种钢焊接管座角焊缝割除方法,步骤包括:
3、s1、将管座从焊材上切割分离;并对焊材进行切割;
4、s2、确定管材焊缝处的坡口角度;
5、s3、根据管材焊缝处的坡口角度对焊材进行切除;
6、s4、进行焊材遗留判断;
7、s5、对焊材遗留部分进行单独处理;
8、s6、对坡口处进行打磨处理,保证坡口满足焊接需求。
9、作为优选方案,步骤s1包括:
10、s11、沿着管座的外周方向将管座从焊材切割分离;
11、s12、沿着温度套管的外壁的延伸方向对焊材进行切割。
12、作为优选方案,在步骤s3中根据坡口角度逐层对焊材进行切割。
13、作为优选方案,步骤s4包括:
14、s41、使用抛光磨料对坡口进行打磨;使用抛光剂对坡口进行抛光;
15、s42、使用侵蚀剂对坡口进行侵蚀,通过观察表面洁净度判断焊材遗留情况。
16、作为优选方案,步骤s41中抛光磨料包括人造金刚石粉;抛光剂包括草酸-氢氟酸溶液;步骤s42中侵蚀剂包括低合金钢用化学侵蚀剂为4%硝酸酒精溶液,中高合金钢用化学侵蚀剂为三氯化铁盐酸水溶液。
17、作为优选方案,在步骤s4中判断遗留焊材的面积是否大于坡口面积的百分之十,若遗留焊材的面积大于坡口面积的百分之十重复步骤s3;若遗留焊材的面积小于坡口面积的百分之十进行步骤s5。
18、作为优选方案,在步骤s5中通过手工打磨的方式对焊材遗留部分进行打磨处理;
19、本发明提供了,一种火力发电厂异种钢焊接管座角焊缝割除设备,包括上述任一项的火力发电厂异种钢焊接管座角焊缝割除方法;
20、还包括:
21、圆周切割装置,固定在温度套管上,所述圆周切割装置对应坡口的位置设置;所述圆周切割装置与刀头结构连接,所述圆周切割装置适于驱动刀头结构在水平方向和竖直方式移动;
22、环向割除装置,固定在所述温度套管上,所述环向割除装置沿所述温度套管外表面的方向对焊材进行切割。
23、作为优选方案,所述刀头结构包括切割刀头和打磨刀头。
24、作为优选方案,还包括:
25、承接装置,固定在所述温度套管上,所述承接装置一端适于储存侵蚀剂,所述承接装置适于承接侵蚀剂的一端对应坡口位置设置。
26、本发明技术方案,具有如下优点:
27、1.本发明提供的一种火力发电厂异种钢焊接管座角焊缝割除方法,步骤包括,s1、将管座从焊材上切割分离;并对焊材进行切割;s2、确定管材焊缝处的坡口角度;s3、根据管材焊缝处的坡口角度对焊材进行切除;s4、对进行焊材遗留判断;s5、对焊材遗留部分进行单独处理;s6、对坡口处进行打磨处理,保证坡口满足焊接需求,本方法可以精准将焊材进行割除,使的切割后的坡口可以直接进行焊接处理,并且本方法适用于现场操作,可以应用于火力发电企业现场技改。
技术特征:
1.一种火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,步骤包括:
2.根据权利要求1所述的火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,步骤s1包括:
3.根据权利要求1所述的火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,在步骤s3中根据坡口角度逐层对焊材(2)进行切割。
4.根据权利要求1所述的火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,步骤s4包括:
5.根据权利要求4所述的火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,步骤s41中抛光磨料包括人造金刚石粉;抛光剂包括草酸-氢氟酸溶液;步骤s42中侵蚀剂包括三氯化铁盐酸水溶液。
6.根据权利要求4所述的火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,在步骤s4中判断遗留焊材(2)的面积是否大于坡口面积的百分之十,若遗留焊材(2)的面积大于坡口面积的百分之十重复步骤s3;若遗留焊材(2)的面积小于坡口面积的百分之十进行步骤s5。
7.根据权利要求1所述的火力发电厂异种钢焊接管座角焊缝割除方法,其特征在于,在步骤s5中通过手工打磨的方式对焊材(2)遗留部分进行打磨处理。
8.一种火力发电厂异种钢焊接管座角焊缝割除设备,其特征在于,包括权利要求1-6中任一项所示的火力发电厂异种钢焊接管座角焊缝割除方法;还包括:
9.根据权利要求8所述的一种火力发电厂异种钢焊接管座角焊缝割除设备,其特征在于,刀头结构包括切割刀头和打磨刀头。
10.根据权利要求8所述的一种火力发电厂异种钢焊接管座角焊缝割除设备,其特征在于,包括:
技术总结
本发明提供的一种火力发电厂异种钢焊接管座角焊缝割除方法及设备,属于火力发电厂金属技术领域,一种火力发电厂异种钢焊接管座角焊缝割除方法的步骤包括,S1、将管座从焊材上切割分离;并对焊材进行切割;S2、确定管材焊缝处的坡口角度;S3、根据管材焊缝处的坡口内对焊材进行切除;S4、对焊材遗留进行判断;S5、对焊材遗留部分进行单独处理;S6、对坡口处进行打磨处理,保证坡口满足焊接需求,本方法可以精准将焊材进行割除,使的切割后的坡口可以直接进行焊接,并且本方法适用于现场操作,可以应用于火力发电企业现场技改。
技术研发人员:尚伟,李根,夏晓涛,路昆,刘昕颖,张雷
受保护的技术使用者:华电电力科学研究院有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!