一种无镀铜电解涂层焊丝及其制备方法与流程
本发明属于焊接材料,具体涉及一种无镀铜电解涂层焊丝及其制备方法。
背景技术:
1、随着焊接自动化快速发展与推广,无镀铜实心焊丝作为新一代的气体保护焊实心焊丝,已被推广应用于船舶、海洋工程、轨道交通、工程矿山机械、桥梁等行业。目前国内外使用的气体保护实心焊丝大部分为镀铜焊丝,镀铜焊丝在生产制造、储运、运输及使用过程中都存在很多缺点,其生产过程中的镀铜工艺严重污染环境,镀铜液对人员身体有极大地危害;而且焊接镀铜焊丝时,其工艺性能及焊接成形较差,焊接时易堵塞导电嘴;另外,在电弧的高温作用下焊丝表面的铜镀层会蒸发,导致焊接烟尘中含有有毒的铜离子,严重损害焊接操作人员的身心健康。
2、为避免使用镀铜焊丝出现的这些问题,焊接学者研发出了无镀铜焊丝,与传统镀铜焊丝相比,具有抗锈能力强、电弧稳定、飞溅小、送丝性好、烟雾毒性和污染小等优势;然而,现有无镀铜焊丝在使用过程中的导电嘴磨损严重这一最大的使用问题,使得其推广遇到很大困难,一些相关企业也在积极开展这一方面的工作。
技术实现思路
1、本发明的目的是提供一种无镀铜电解涂层焊丝,至少可以解决现有技术中存在的部分缺陷。
2、为实现上述目的,本发明采用如下技术方案:
3、一种无镀铜电解涂层焊丝,包括焊丝基体以及涂覆于焊丝基体表面的电解涂层,所述电解涂层包括按质量百分比计的如下组分:柠檬酸30~41%、无机碱43~50%、聚四氟乙烯5~12%、纳米二氧化钛0.5~1.3%、丙烯酸共聚物7~13%、辛基硫酸钠1~3%。
4、进一步的,所述焊丝基体为φ5.5mm规格盘条,经过10~16组模具减径拉拔而形成的成品焊丝,且成品焊丝的直径为φ1.0~φ1.6mm。
5、进一步的,所述无机碱为碳酸钾。
6、进一步的,所述电解涂层包括按质量百分比计的如下组分:柠檬酸31~40%、无机碱43~48%、聚四氟乙烯6~11%、纳米二氧化钛0.8~1%、丙烯酸共聚物8~10%、辛基硫酸钠1.2~2%。
7、进一步的,所述电解涂层表面涂覆有油层。
8、另外,本发明还提供了一种无镀铜电解涂层焊丝的制备方法,包括如下步骤:
9、s1、按设计用量取电解涂层的各组分溶解于水中,搅拌均匀,形成电解涂覆液;
10、s2、焊丝基体在电解涂覆液中,通过电解涂覆工艺在焊丝基体表面涂覆形成电解涂层。
11、进一步的,所述电解涂覆液中电解涂层的质量百分比为3~7%。
12、进一步的,所述电解涂覆液的ph值为8~11,电解涂层溶解的水温度为50~80℃。
13、进一步的,所述电解涂覆工艺条件为电解电流5~15a,电解电压10~20v,焊丝基体在电解涂覆液中电解涂覆时间1~3s。
14、进一步的,所述无镀铜电解涂层焊丝的制备方法还包括步骤s3、在焊丝基体表面涂覆完电解涂层后,通过模具减径涂油方式对焊丝基体表面涂覆油层,减径量为0.01~0.03mm。
15、与现有技术相比,本发明的有益效果:
16、(1)本发明提供的这种无镀铜电解涂层焊丝在焊丝基体表面形成一层电解涂层,其电解涂层材料中含有无机碱成分,可使电解涂层获得优良的稳定电弧效果;含有纳米二氧化钛成分,可使涂无镀铜焊丝在使用时获得优良的减小飞溅的性能;含有丙烯酸共聚物,使电解涂层材料牢固均匀的粘合在焊丝表面上。
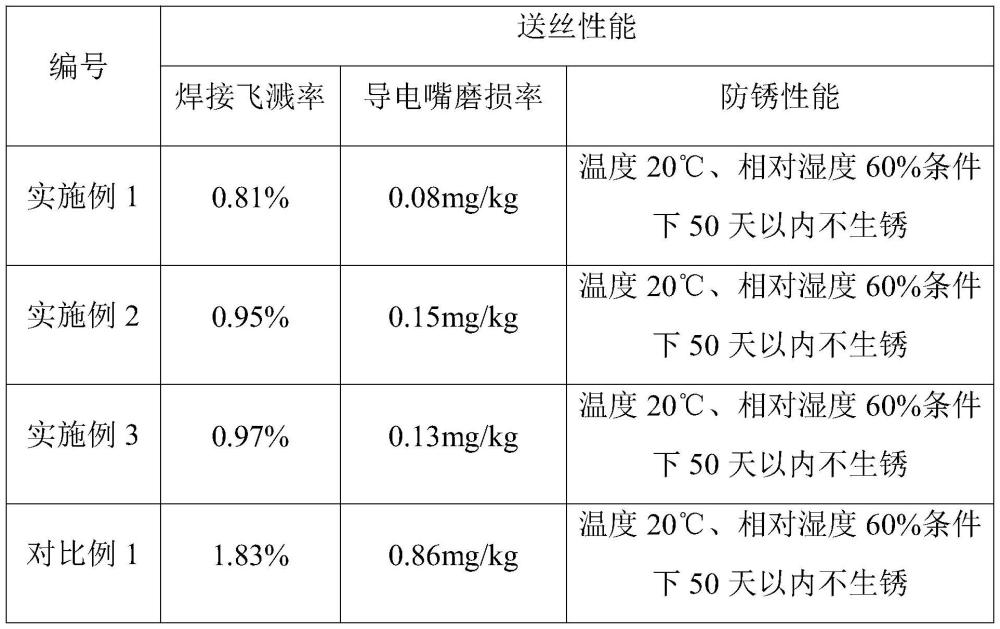
17、(2)本发明提供的这种无镀铜电解涂层焊丝大幅降低了现有无镀铜焊丝对导电嘴的磨损,降低了焊接飞溅,提高了焊丝使用过程中的送丝性能,可实现焊接飞溅率≤1.0%,导电嘴磨损率≤0.2mg/kg,温度20℃、相对湿度60%条件下50天以内不生锈。
技术特征:
1.一种无镀铜电解涂层焊丝,其特征在于,包括焊丝基体以及涂覆于焊丝基体表面的电解涂层,所述电解涂层包括按质量百分比计的如下组分:柠檬酸30~41%、无机碱43~50%、聚四氟乙烯5~12%、纳米二氧化钛0.5~1.3%、丙烯酸共聚物7~13%、辛基硫酸钠1~3%。
2.如权利要求1所述的无镀铜电解涂层焊丝,其特征在于,所述焊丝基体为φ5.5mm规格盘条,经过10~16组模具减径拉拔而形成的成品焊丝,且成品焊丝的直径为φ1.0~φ1.6mm。
3.如权利要求1所述的无镀铜电解涂层焊丝,其特征在于,所述无机碱为碳酸钾。
4.如权利要求1所述的无镀铜电解涂层焊丝,其特征在于,所述电解涂层包括按质量百分比计的如下组分:柠檬酸31~40%、无机碱43~48%、聚四氟乙烯6~11%、纳米二氧化钛0.8~1%、丙烯酸共聚物8~10%、辛基硫酸钠1.2~2%。
5.如权利要求1所述的无镀铜电解涂层焊丝,其特征在于,所述电解涂层表面涂覆有油层。
6.如权利要求1~5任一项所述的无镀铜电解涂层焊丝的制备方法,其特征在于,包括如下步骤:
7.如权利要求6所述的无镀铜电解涂层焊丝的制备方法,其特征在于,所述电解涂覆液中电解涂层的质量百分比为3~7%。
8.如权利要求6所述的无镀铜电解涂层焊丝的制备方法,其特征在于,所述电解涂覆液的ph值为8~11,电解涂层溶解的水温度为50~80℃。
9.如权利要求6所述的无镀铜电解涂层焊丝的制备方法,其特征在于,所述电解涂覆工艺条件为电解电流5~15a,电解电压10~20v,焊丝基体在电解涂覆液中电解涂覆时间1~3s。
10.如权利要求6所述的无镀铜电解涂层焊丝的制备方法,其特征在于,还包括步骤s3、在焊丝基体表面涂覆完电解涂层后,通过模具减径涂油方式对焊丝基体表面涂覆油层,减径量为0.01~0.03mm。
技术总结
本发明提供了一种无镀铜电解涂层焊丝及其制备方法,该无镀铜电解涂层焊丝包括焊丝基体以及涂覆于焊丝基体表面的电解涂层,所述电解涂层包括按质量百分比计的如下组分:柠檬酸30~41%、无机碱43~50%、聚四氟乙烯5~12%、纳米二氧化钛0.5~1.3%、丙烯酸共聚物7~13%、辛基硫酸钠1~3%。该发明在焊丝基体表面形成一层电解涂层,能够实现无镀铜焊丝表面涂层在防锈、导电和稳弧三方面的性能要求,大幅降低了现有无镀铜焊丝对导电嘴的磨损,降低了焊接飞溅,提高了焊丝使用过程中的送丝性能,可实现焊接飞溅率≤1.0%,导电嘴磨损率≤0.2mg/kg,温度20℃、相对湿度60%条件下50天以内不生锈。
技术研发人员:汪涛,谭春,包润新,余超,陈弛,周鹏成
受保护的技术使用者:武汉铁锚焊接材料股份有限公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!