一种自动调换冲裁制件余料的模具
本发明涉及中、小批量电动机、发电机的定、转子冲片的制造工艺,具体为一种自动调换冲裁制件余料的模具。
背景技术:
1、人工操作冲槽机,包括安装冲裁模具、操作人员上料、取料,是中、小批量电机、发动机冲片制造的现有生产方式。使用冲裁工艺方法切除多余的废料,是电动机、发电机定、转子冲片的现有制造技术方法。其技术特征是,一副冲裁模具只能冲切一种形状的多余材料,如果冲片上有其它形状的多余材料,则需要配置相应数量及形状的模具。这样模具投入量大、制造工艺系统复杂、操作人员工作量大。
技术实现思路
1、本发明的目的在于提供一种自动调换冲裁制件余料的模具,基于金属薄片冲裁原理,切除多种形状的余料,在不改变工艺生产现状的情况下,通过执行机构自动调换成另一个形状的制件余料的切除。
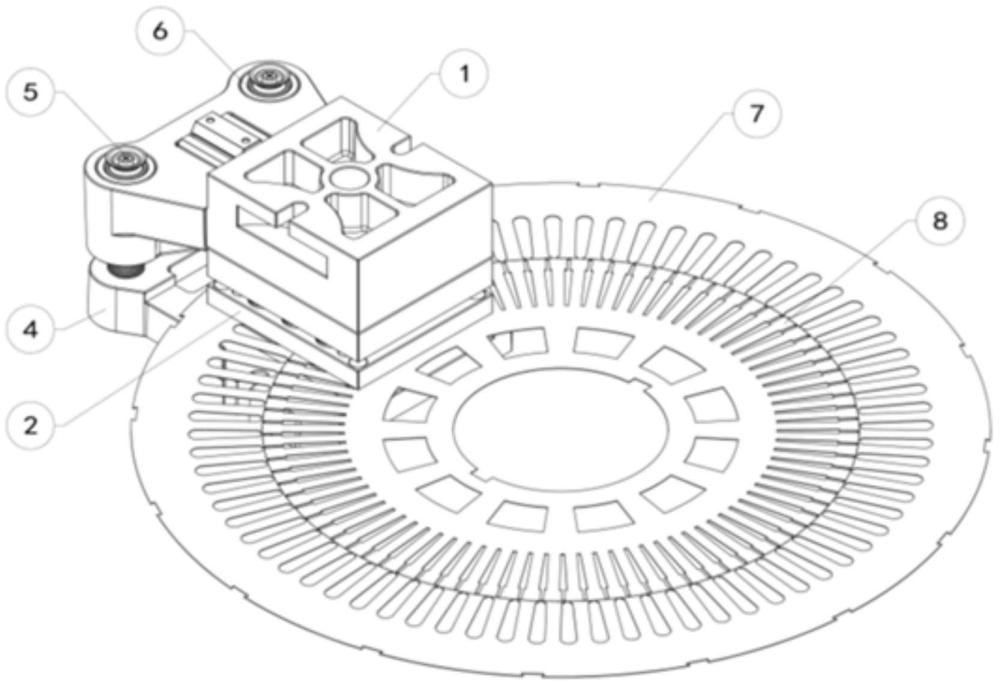
2、为达到上述发明的目的,一种自动调换冲裁制件余料的模具,包括上模架、上模芯、下模芯、下模架和导向机构;
3、所述上模芯设置在所述上模架上,组成模具的上模部分,所述上模部分在冲床的上工作台面上安装,随着冲床的上工作台面上下运动;
4、所述下模芯设置在所述下模架上,组成模具的下模部分,所述下模部分固定在冲床的下工作台面上;
5、所述导向机构包括导套和滚子导柱;
6、所述导套安装在上模架上,所述滚子导柱安装在下模架上。
7、优选地,所述上模架上开设活动垫板腔,所述上模架上安装有气缸,活动垫板安装在活动垫板腔中,连杆的一端与所述气缸的活塞联接,连杆的另一端通过“t形挂钩”与活动垫板相连接。
8、优选地,所述上模芯包括定子冲片的嵌线槽凸模部件、转子冲片的磁隙槽凸模部件、固定板、上模芯固定螺钉、卸料压簧、卸料板、卸料弹簧、卸料板导柱、卸料板导套和卡箍;
9、所述卡箍卡住卸料板导柱,将卸料板安装在固定板上;
10、所述凸模腔体开设在固定板上,四周与嵌线槽凸模部件及磁隙槽凸模部件配合。
11、优选地,嵌线槽凸模部件包括嵌线槽凸模支承板、撕边凸模、嵌线槽凸模、嵌线槽凸模固定板和嵌线槽凸模固定螺钉;
12、所述嵌线槽凸模固定板上设置凸模各自对应的凸模固定孔,对撕边凸模与嵌线槽凸模进行定位,嵌线槽凸模支承板与嵌线槽凸模固定板配合后通过嵌线槽凸模固定螺钉旋紧组成嵌线槽凸模部件;
13、所述嵌线槽凸模支承板的二侧面设置嵌线槽凸模导轨,嵌线槽凸模导轨靠近上模芯的中部位置高、在上模芯的外部位置低,倾斜状布置。
14、优选地,所述磁隙槽凸模部件包括磁隙槽凸模支承板、磁隙槽凸模、磁隙槽凸模固定板和磁隙槽凸模固定螺钉;
15、所述磁隙槽凸模固定板上设置凸模固定孔,磁隙槽凸模支承板与磁隙槽凸模固定板配合后通过磁隙槽凸模固定螺钉旋紧组成磁隙槽凸模部件;
16、磁隙槽凸模支承板的两侧面设置磁隙槽凸模导轨;
17、磁隙槽凸模导轨靠近上模芯的中部位置高、在上模芯的外部位置低,倾斜状布置。
18、优选地,气缸把活动垫板向里拉到位后,在斜楔作用下将整体的嵌线槽凸模部件顶到最高位置,使嵌线槽凸模及撕边凸模进入工作状态,同时在斜楔作用下将整体的磁隙槽凸模部件向下拉到最低位置,使磁隙槽凸模下降到最低位置,退出工作状态;
19、气缸把活动垫板向外推到位后,在斜楔作用下将整体的嵌线槽凸模部件向下方拉到最低位置,使嵌线槽凸模及撕边凸模退出工作状态,同时在斜楔作用下将整体的磁隙槽凸模部件向上顶到最高位置,使磁隙槽凸模上升到最高位置,进入工作状态。
20、优选地,所述活动垫板的侧面设置与嵌线槽凸模导轨相配合的嵌线槽凸模导滑槽,设置与磁隙槽凸模导轨。
21、本发明的一种自动调换冲裁制件余料的模具,跟现有技术相比具有以下优点:
22、(1)在不更换模具的情况下,在凸模可选的范围内,可以进行多种形状孔、槽的冲裁,一副模具的作用与传统技术的多副模具完全相同,简化了工艺系统,减少了模具的投入数量;
23、(2)在不更换模具的情况下,可以冲裁不同形状的孔、槽等,减少了模具的安装调整次,节省了辅助生产时间,提高了有效工时利用率;
24、(3)生产过程中,操作人员一次上料,可以完成不同形状的孔、槽冲裁,劳动强度成倍下降,操作效率成倍提高;
25、(4)结构简单,操作方便。
技术特征:
1.一种自动调换冲裁制件余料的模具,其特征在于,包括上模架、上模芯、下模芯、下模架和导向机构;
2.据权利要求1所述的一种自动调换冲裁制件余料的模具,其特征在于,所述上模架上开设活动垫板腔,所述上模架上安装有气缸,活动垫板安装在活动垫板腔中,连杆的一端与所述气缸的活塞联接,连杆的另一端通过“t形挂钩”与活动垫板相连接。
3.据权利要求1或2所述的一种自动调换冲裁制件余料的模具,其特征在于,所述上模芯包括定子冲片的嵌线槽凸模部件、转子冲片的磁隙槽凸模部件、固定板、上模芯固定螺钉、卸料压簧、卸料板、卸料弹簧、卸料板导柱、卸料板导套和卡箍;
4.据权利要求3所述的一种自动调换冲裁制件余料的模具,其特征在于,嵌线槽凸模部件包括嵌线槽凸模支承板、撕边凸模、嵌线槽凸模、嵌线槽凸模固定板和嵌线槽凸模固定螺钉;
5.据权利要求3或4所述的一种自动调换冲裁制件余料的模具,其特征在于,所述磁隙槽凸模部件包括磁隙槽凸模支承板、磁隙槽凸模、磁隙槽凸模固定板和磁隙槽凸模固定螺钉;
6.据权利要求3或4所述的一种自动调换冲裁制件余料的模具,其特征在于,气缸把活动垫板向里拉到位后,在斜楔作用下将整体的嵌线槽凸模部件顶到最高位置,使嵌线槽凸模及撕边凸模进入工作状态,同时在斜楔作用下将整体的磁隙槽凸模部件向下拉到最低位置,使磁隙槽凸模下降到最低位置,退出工作状态;
7.据权利要求3或4所述的一种自动调换冲裁制件余料的模具,其特征在于,所述活动垫板的侧面设置与嵌线槽凸模导轨相配合的嵌线槽凸模导滑槽,设置与磁隙槽凸模导轨。
技术总结
本发明涉及一种自动调换冲裁制件余料的模具,包括上模架、上模芯、下模芯、下模架和导向机构;上模芯设置在所述上模架上,组成模具的上模部分,上模部分在冲床的上工作台面上安装,随着冲床的上工作台面上下运动;下模芯设置在下模架上,组成模具的下模部分,下模部分固定在冲床的下工作台面上;导向机构包括导套和滚子导柱;导套安装在上模架上,滚子导柱安装在下模架上。本发明基于金属薄片冲裁原理,切除多种形状的余料,在不改变工艺生产现状的情况下,通过执行机构自动调换成另一个形状的制件余料的切除。
技术研发人员:金华军,王建荣
受保护的技术使用者:无锡职业技术学院
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!