一种针对直缝焊管生产线的激光电弧复合焊工艺的制作方法
本发明涉及直缝焊管焊接,具体涉及一种针对直缝焊管生产线的激光电弧复合焊工艺。
背景技术:
1、直缝焊管是一种采用直缝焊接工艺制造的钢管,通常由热轧或冷轧钢板或钢带卷焊制成,直缝焊管具有焊缝呈直线、管体较直、内壁光滑等优点,直缝焊管的应用范围非常广泛且需求量大,但是直缝焊管仍存在焊缝熔合差、有气孔、拘束应力大、应力集中等缺陷,导致直缝焊管无法应用于需要应对复杂应力的结构中,目前部分直缝焊管采用激光电弧复合焊的焊接方式制作提高了其生产效率,同时降低了焊接过程中产生的拘束应力,提高焊缝的质量。
2、例如一种脉冲激光-电弧复合焊接方法(公开号:cn104889569b),公开了一种脉冲激光-电弧复合焊接方法,其特点是:在保护气体的保护下,通过将激光器产生的脉冲激光和熔化极焊接设备产生的脉冲电弧同时作用于待焊工件的同一位置形成共熔池的方式对待焊工件进行焊接,且脉冲激光和脉冲电弧的脉冲调制频率为100-400hz,公开文件采用了脉冲激光与脉冲电弧进行复合焊接的方法,通过该复合焊接方法,在焊接过程中,能够有效消除金属过热,并能提高焊接速度以及增大熔深,从而得到高质量的焊接接头。
3、上述复合焊接方法并没有考虑焊接工件焊缝处的应力问题,若采用该方法焊接直缝焊管,直缝焊管的焊缝处仍难以避免存在较大的拘束应力以及存在应力集中的问题,导致直缝焊管仍难以应用于需要应对复杂应力的结构中,因此有必要开发针对直缝焊管焊缝处的应力问题的焊接方法。
技术实现思路
1、针对背景技术中存在的技术缺陷,本发明提出一种针对直缝焊管生产线的激光电弧复合焊工艺,解决了上述技术问题以及满足了实际需求,具体的技术方案如下所示:
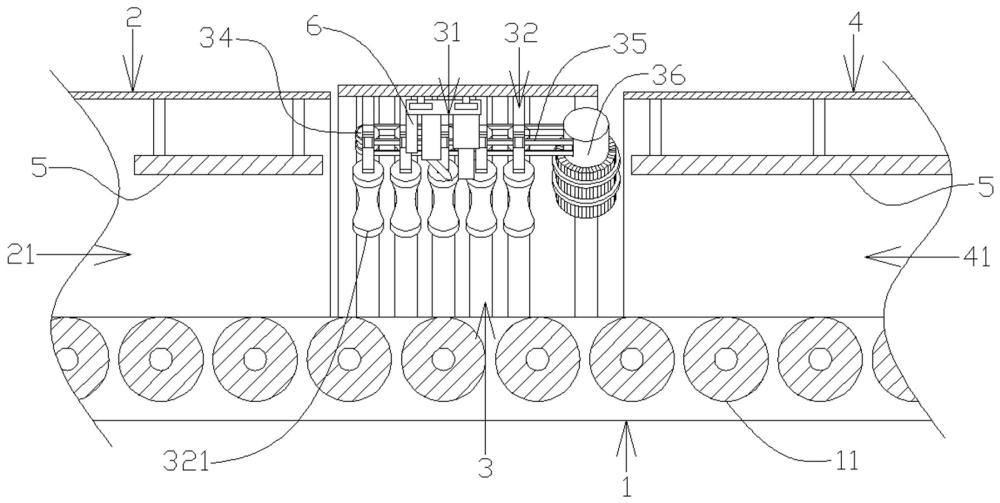
2、一种针对直缝焊管生产线的激光电弧复合焊工艺,包括复合焊接设备,所述复合焊接设备包括以下结构,传输机构,所述传输机构由若干传输辊组成,所述传输机构上方沿传输机构传输方向依次设有预热机构、焊接区、保温机构,所述预热机构与保温机构内侧顶部均设有加热元件;
3、所述焊接区内设有复合焊枪,所述复合焊枪由相邻的激光头与tig焊枪组成,所述复合焊枪下方设有两个挤压机构,两个所述挤压机构与传输机构之间形成焊管通道,所述挤压机构靠近焊管通道一侧设有若干挤压辊,所述挤压辊远离焊管通道一侧依次设有挤压辊固定架、压簧、挤压支架,所述挤压支架端部设有偏心槽,所述偏心槽内设有偏心齿轮,所述偏心齿轮设有与偏心槽匹配的偏心轴,所述挤压机构内的若干偏心齿轮共同套设有与偏心齿轮啮合的驱动链条,所述驱动链条一端设有驱动电机;
4、该工艺包括以下步骤:
5、s1,根据待焊接钢板的厚度在钢板两侧边缘加工外坡口;
6、s2,采用uoe或者jcoe成型工艺将钢板加工为预成型钢管;
7、s3,将预成型钢管传输至所述复合焊接设备的预热机构中,通过所述加热元件对预成型钢管的外坡口处进行预热;
8、s4,预热后预成型钢管传输至所述焊接区的焊管通道且外坡口朝向复合焊枪;
9、s5,所述传输机构对预成型钢管进行传输,同时,在氩气的保护下所述复合焊枪对预成型钢管的外坡口处进行焊接,所述驱动电机运行使驱动链条与偏心齿轮转动并使挤压支架往复运动,所述挤压支架通过往复挤压压簧使挤压辊挤压预成型钢管的压力处于周期性变化;
10、s6,所述复合焊枪将预成型钢管的外坡口焊接后得到闭合的直缝焊管,直缝焊管传输至所述保温机构中通过加热元件加热缓慢降温;
11、s7,直缝焊管离开所述复合焊接设备后待直缝焊管冷却至室温,对直缝焊管进行检测。
12、作为本发明进一步的技术方案,步骤s1、s2中,所述外坡口的深度为钢板厚度的10%-30%,所述预成型钢管的外坡口角度为30°-60°。
13、作为本发明进一步的技术方案,步骤s3中,所述加热元件对预成型钢管预热的温度为100-200℃。
14、作为本发明进一步的技术方案,步骤s5中,所述复合焊枪中激光头的激光平均功率为500-1500w、激光脉冲激发电流为60-180a、脉冲频率为20-30hz、脉宽为3ms、离焦量为0mm。
15、作为本发明进一步的技术方案,所述复合焊枪中tig焊头的电弧电流为120-300a、电弧电压为8-12v、钨极直径为1.6-3.2mm、氩气的纯度为99.99%、氩气流量为10-20l/min,送丝速度为150-300mm/min。
16、作为本发明进一步的技术方案,步骤s6中,所述加热元件对直缝焊管加热的温度为150-300℃。
17、作为本发明进一步的技术方案,对直缝焊管进行检测的方式包括尺寸检测、表面检测、机械性能检测、无损探伤检测。
18、作为本发明进一步的技术方案,所述tig焊头位于靠近预热机构一侧,所述tig焊头与直缝焊管轴心之间的夹角为40°-50°,所述激光头位于靠近保温机构一侧,所述激光头与直缝焊管轴心之间的夹角为80°-90°。
19、作为本发明进一步的技术方案,所述复合焊枪靠近预热机构一侧设有激光跟踪仪。
20、本发明具有的有益效果在于:
21、本发明通过预热机构对焊接前的预成型钢管进行局部预热,可以减少焊接过程中产生的应力并提高焊接后焊缝的性能,接着通过挤压机构对焊接中的预成型钢管施加压力,使焊接过程中预成型钢管的焊缝相互紧密贴合,避免焊接过程中出现焊缝熔合差的缺陷,同时挤压机构施加的压力呈周期性变化,可以促进焊缝处熔池的流动性,实现焊缝的良好熔合同时降低气孔的产生,挤压机构施加的压力趋于降低的过程中,可以释放焊缝处的内应力,提高焊缝的质量,最后通过保温机构使焊接后的直缝焊管缓慢降温,进一步消除内应力并增强焊缝组织结构,可以提高直缝焊管的质量和使用寿命。
技术特征:
1.一种针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,包括复合焊接设备,所述复合焊接设备包括以下结构,传输机构(1),所述传输机构(1)由若干传输辊(11)组成,所述传输机构(1)上方沿传输机构(1)传输方向依次设有预热机构(2)、焊接区(3)、保温机构(4),所述预热机构(2)与保温机构(4)内侧顶部均设有加热元件(5);
2.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,步骤s1、s2中,所述外坡口的深度为钢板厚度的10%-30%,所述预成型钢管的外坡口角度为30°-60°。
3.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,步骤s3中,所述加热元件(5)对预成型钢管预热的温度为100-200℃。
4.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,步骤s5中,所述复合焊枪(31)中激光头的激光平均功率为500-1500w、激光脉冲激发电流为60-180a、脉冲频率为20-30hz、脉宽为3ms、离焦量为0mm。
5.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,所述复合焊枪(31)中tig焊头的电弧电流为120-300a、电弧电压为8-12v、钨极直径为1.6-3.2mm、氩气的纯度为99.99%、氩气流量为10-20l/min,送丝速度为150-300mm/min。
6.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,步骤s6中,所述加热元件(5)对直缝焊管加热的温度为150-300℃。
7.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,对直缝焊管进行检测的方式包括尺寸检测、表面检测、机械性能检测、无损探伤检测。
8.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,所述tig焊头位于靠近预热机构(2)一侧,所述tig焊头与直缝焊管轴心之间的夹角为40°-50°,所述激光头位于靠近保温机构(4)一侧,所述激光头与直缝焊管轴心之间的夹角为80°-90°。
9.根据权利要求1所述的针对直缝焊管生产线的激光电弧复合焊工艺,其特征在于,所述复合焊枪(31)靠近预热机构(2)一侧设有激光跟踪仪(6)。
技术总结
本发明公开了一种针对直缝焊管生产线的激光电弧复合焊工艺,属于直缝焊管焊接技术领域,包括复合焊接设备,复合焊接设备包括以下结构,传输机构,传输机构上方沿传输机构传输方向依次设有预热机构、焊接区、保温机构,焊接区内设有复合焊枪,复合焊枪由相邻的激光头与TIG焊枪组成,复合焊枪下方设有两个挤压机构;该工艺包括以下步骤:S1,在钢板两侧边缘加工外坡口;S2,将钢板加工为预成型钢管;S3,通过预热机构对预成型钢管的外坡口处进行预热;S4,预热后预成型钢管传输至焊接区准备焊接;S5,焊接的同时通过挤压机构挤压预成型钢管;S6,直缝焊管在保温机构中缓慢降温;S7,对直缝焊管进行检测。
技术研发人员:覃自健
受保护的技术使用者:佛山市匠航机械科技有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!