一种自动铆接装置及铆接方法与流程
本发明涉及铆接,尤其涉及一种自动铆接装置及铆接方法。
背景技术:
1、空调器作为一种常见的电器,在各行各业已经得到广泛的应用。在空调器上用到的钣金件繁多,而钣金件的加工涉及到多种连接工艺,如电阻点焊、铆接等。目前,空调器生产过程中的钣金件铆接螺柱的工艺,大多是采用传统的人工铆枪设备来完成。这种铆接方式人力浪费严重、效率低、而且螺柱铆接得质量稳定性差,只适用于小批量多种类的钣金件生产,难以满足大规模生产的需求。
2、现有技术公开了一种中心导体自动铆接模,该自动铆接模包括上模板、下模板、线材送料机构、线材切断机构及铆接机构,线材机构可准确的将金属线材及金属板材送到铆接机构的铆接位置,完成准确的铆接,铆接完成后,通过线材切断机构将产品精准的切出,该铆接模生产效率高、结构简单且能保证产品品质。但是该铆接模不适用于螺柱与钣金件的铆接,不能满足空调钣金件铆接螺柱的需求。
3、因此,需要对现有的钣金件的铆接方式进行改进,以克服现有技术的缺陷。
技术实现思路
1、为克服相关技术中存在的问题,本发明的目的之一是提供一种自动铆接装置,该自动铆接装置能够自动输送不同的工件,实现铆接的自动化,用在空调钣金件的铆接螺柱加工过程中,能够大幅提高生产效率,降低生产成本。
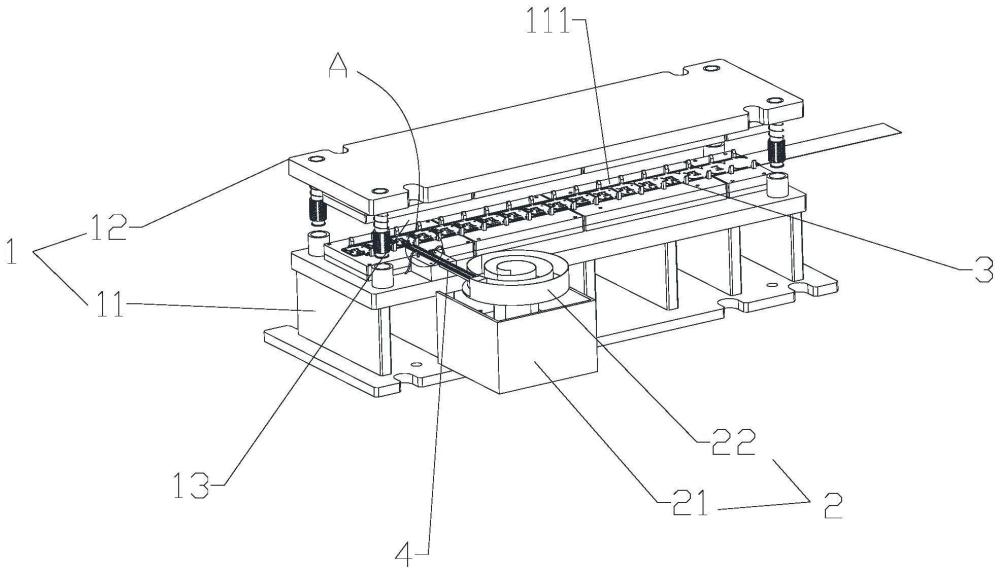
2、一种自动铆接装置,包括铆接机构,所述铆接机构中设置有第一工件进料通道以及铆接工位,所述第一工件进料通道贯穿所述铆接工位;
3、所述铆接机构的一侧设置有用于输送第二工件的送料机构,所述送料机构的出料口与所述铆接工位之间设置有进料滑道,所述进料滑道的宽度与所述第二工件相适配。
4、第一工件进料通道和送料机构分别用于输送不同的工件,例如可以分别输送空调的钣金件以及螺柱,从而铆接工位能够将钣金件和螺柱相互铆接,来提高空调钣金件螺柱铆接的效率,降低生产成本。
5、在本发明较佳的技术方案中,所述进料滑道设置若干条,且各条所述进料滑道的一端与所述送料机构的出料口相接、相对的另一端与所述铆接工位相接;各条所述进料滑道之间相互平行。
6、若干条进料滑道可以同时输送多个不同的第二工件,使得在铆接位可以一次实现多个工件的相互铆接,这能够进一步提高生产效率。
7、在本发明较佳的技术方案中,还包括辅助输送机构,所述辅助输送机构包括供气装置以及气嘴,所述气嘴设置在所述进料滑道的一侧且朝向所述进料滑道设置,所述气嘴与所述供气装置连接。
8、辅助输送机构通过气嘴向进料滑道吹气,使得进料滑道中的工件能够顺利进入铆接工位,保证第二工件上料的自动化。
9、在本发明较佳的技术方案中,所述进料滑道的内侧壁设置有多个滚珠,多个所述滚珠沿所述进料滑道的长度方向设置在所述进料滑道中。
10、滚珠能够减少第二工件与进料滑道之间的摩擦,使得第二工件能够顺利通过进料滑道进入铆接工位中进行铆接加工。
11、在本发明较佳的技术方案中,所述送料机构包括振动送料盘,所述振动送料盘包括盘座与振动盘,所述盘座设置在所述铆接机构的一侧,所述振动盘设置在是盘座的顶部,所述振动盘上用于容纳物料的送料轨道;所述振动盘与所述盘座之间设置有振动机构。
12、振动机构振动使得振动盘中的物料排列整齐,并从振动盘的出料口排出进入进料滑道中,实现工件的自动输送。
13、在本发明较佳的技术方案中,所述振动送料盘还包括第一传感器、控制器以及驱动元件,所述第一传感器设置在所述振动盘的上方,所述控制器以及所述驱动元件均设置在所述盘座上,所述第一传感器、所述驱动元件均与所述控制器电联接。
14、第一传感器用于检测振动盘中的物料的大小、形状和质量;
15、控制器用于接收所述传感器的信号,并根据物料特性计算最优的振动频率和幅度;
16、驱动元件根据所述控制器的指令调节振动机构的振动参数,使得震动盘能够更好地输送物料。
17、在本发明较佳的技术方案中,所述铆接机构包括相对设置的第一模板与第二模板,所述第二模板设置在所述第一模板的上方,且所述第二模板设置在冲床的冲压机构上;
18、所述第一模板上设有所述第一工件进料通道,所述第二模板上设有铆接冲头,所述铆接冲头与所述第一工件进料通道相对应,所述铆接冲头与所述第一工件进料通道之间形成所述铆接工位。
19、冲压机构带动第二模板下行,使得铆接冲头下压实现铆接作业。
20、在本发明较佳的技术方案中,所述第一模板上设置有复位结构,所述复位结构包括设置在所述第一模板上的多根弹簧,所述弹簧与所述铆接冲头相对应。
21、复位结构能够提高铆接冲头的复位效率,从而能够提升生产效率。
22、在本发明较佳的技术方案中,所述第一模板和/或所述第二模板上设置有第二传感器,所述第二传感器朝向所述铆接工位与所述进料滑道的相接处设置。
23、第二传感器用于检测进料滑道中的第二工件是否输送到位,当检测到进料滑道的第二工件流出时,反馈信号给冲床,使得冲床的冲压机构启动,带动铆接冲头下压实现铆接作业。
24、本发明的目的之二是提供一种铆接方法,所述方法基于如上所述的自动铆接装置来实施,所述铆接方法包括以下步骤:
25、将第一工件通过第一工件进料通道输送至铆接工位;
26、通过送料机构将第二工件送至铆接工位;
27、在铆接工位将第二工件与第一工件相互铆接,铆接完成后,将第一工件送出铆接工位。
28、本发明的有益效果为:
29、本发明提供的一种自动铆接装置,该自动铆接装置包括铆接机构,铆接机构中设置有第一工件进料通道以及铆接工位,第一工件进料通道贯穿铆接工位;铆接机构的一侧设置有用于输送第二工件的送料机构,送料机构的出料口与铆接工位之间设置有进料滑道,进料滑道的宽度与第二工件相适配。该自动铆接装置能够用在空调钣金件的铆接螺柱加工过程中,第一工件进料通道用于输送钣金件,送料机构用于输送螺柱,螺柱与进料滑道的宽度相适配,使得送料机构的螺柱能够顺利地被送入铆接工位。当螺柱和钣金件均被送到铆接工位时,铆接机构启动,将螺柱铆接在钣金件,实现螺柱与钣金件铆接的自动化,从而能够克服现有的人工铆接螺柱的缺陷,大幅提高生产效率,降低生产成本。
30、本申请还提供基于上述自动铆接装置来实施的铆接方法,该铆接方法自动化程度较高,能够用于空调钣金件的螺柱铆接加工,有助于降低空调的生产成本,提高生产
技术特征:
1.一种自动铆接装置,包括铆接机构(1),所述铆接机构(1)中设置有第一工件进料通道(111)以及铆接工位(13),所述第一工件进料通道(111)贯穿所述铆接工位(13),其特征在于:
2.根据权利要求1所述的自动铆接装置,其特征在于:
3.根据权利要求1或2所述的自动铆接装置,其特征在于:
4.根据权利要求3所述的自动铆接装置,其特征在于:
5.根据权利要求3所述的自动铆接装置,其特征在于:
6.根据权利要求5所述的自动铆接装置,其特征在于:
7.根据权利要求1-2、4-6任一项所述的自动铆接装置,其特征在于:
8.根据权利要求7所述的自动铆接装置,其特征在于:
9.根据权利要求7所述的自动铆接装置,其特征在于:
10.一种铆接方法,其特征在于:所述铆接方法基于如权利要求1-9任一项所述的自动铆接装置来实施,所述铆接方法包括以下步骤:
技术总结
本发明提供了一种自动铆接装置及铆接方法,属于铆接技术领域,该自动铆接装置包括铆接机构,铆接机构中设置有第一工件进料通道以及铆接工位,第一工件进料通道贯穿铆接工位;铆接机构的一侧设置有用于输送第二工件的送料机构,送料机构的出料口与铆接工位之间设置有进料滑道,进料滑道的宽度与第二工件相适配。该自动铆接装置能够自动输送不同的工件,实现铆接的自动化,用在空调钣金件的铆接螺柱加工过程中,能够大幅提高生产效率,降低生产成本。
技术研发人员:蒋鑫强,钟初铖,颜启明,资明庚,梁黎明,彭小兵
受保护的技术使用者:长沙格力暖通制冷设备有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!