一种汽车零部件冲压模具的制作方法
本发明涉及冲压模具,涉及一种汽车零部件冲压模具。
背景技术:
1、冲压模具是一种用于冷冲压加工的模具,它的主要功能是将金属或非金属材料加工成各种形状和尺寸的零件或半成品,在冲压加工过程中,模具安装在压力机上,通过压力机的压力作用,使材料发生分离或塑性变形,从而获得所需的零件,冲压模具的种类很多,根据不同的分类标准,可以有不同的分类方式,例如,根据模具的结构特点,可以分为简单冲压模具和复杂冲压模具;根据模具所加工的材料的类型,可以分为金属冲压模具和非金属冲压模具,在冲压模具的设计和制造过程中,需要考虑许多因素,包括材料的特性、压力机的参数、加工的要求等等;
2、申请号(cn202210545803.x)的中国授权专利,其公开了一种汽车零部件加工用冲压模具,具体涉及汽车配件生产技术领域,包括底板和顶板,底板表面安装有下模,顶板底部安装有上模,在下模表面中部开设有模压槽,在上模底部安装有位于模压槽正上方的压模,所述模压槽内部设有升降的推板组件,所述下模内部嵌设有推动推板组件升降的弹性机构,弹性机构在下模底部可拆卸,所述模压槽的边缘处安装有一圈多个零件限位杆,所述上模底部开设有多个与零件限位杆配合使用的限位孔;
3、上述方案中的冲压零件在冲压结束后,能够在模压槽内受力顶起,方便在后续中对产品进行脱模,但是推板与冲压模具之间结构配合度要求较高,且推板的设置将会对冲压零件成型造成影响,容易造成冲压零件与推板接触面出现局部形变,为此,提出一种汽车零部件冲压模具。
技术实现思路
1、本发明提出一种汽车零部件冲压模具,解决了上述相关背景技术中所提出的问题。
2、本发明的技术方案如下:
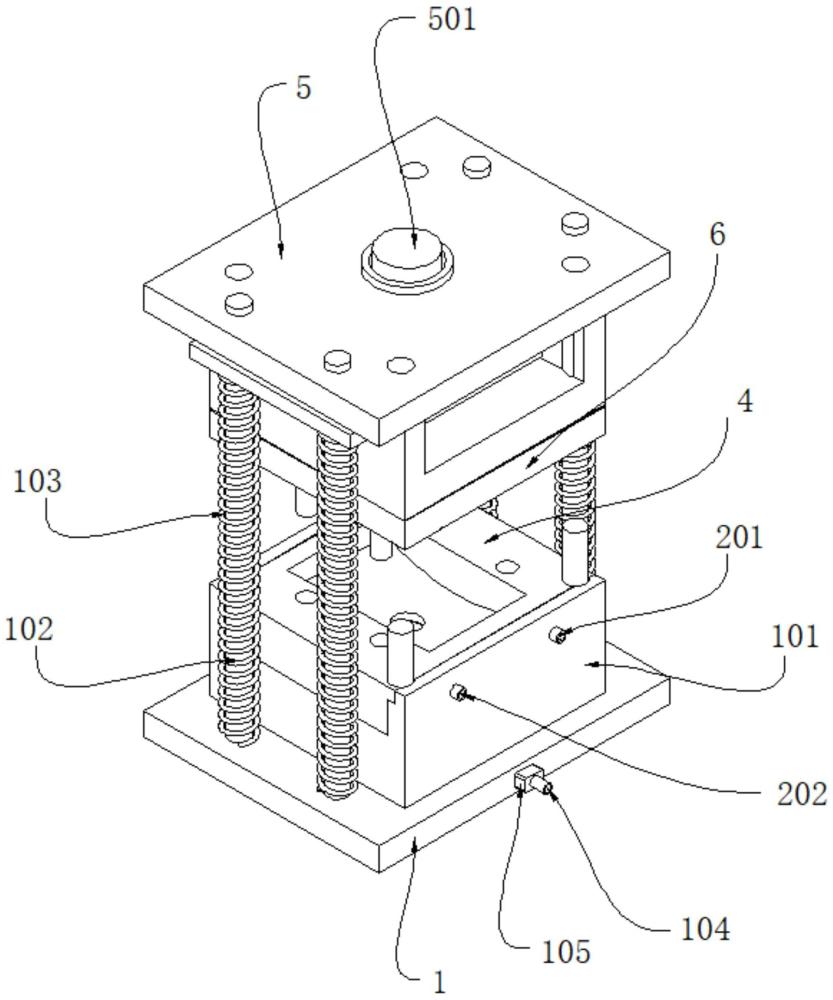
3、为实现上述目的,本申请提供如下技术方案:一种汽车零部件冲压模具,包括底部承载台,所述底部承载台顶部固定安装有装配底座,装配底座的顶部配置安装有下冲压模具,底部承载台上对称安装有导向光杆,导向光杆上滑动套接有装配顶座,装配顶座的顶部固定安装有冲压联接件,装配顶座的底部配置安装有上冲压模具,装配底座的内部设有水冷机构,底部承载台上设有送气组件。
4、通过将冲压件放置到下冲压模具与上冲压模具之间位置,装配顶座通过其顶部的冲压联接件外接的冲压设备能够带动装配顶座沿着导向光杆方向下移,上冲压模具跟随装配顶座同步下移,并与下冲压模具相互配合完成对冲压件的冲压处理,在进行冲压加工时产生的热量能够借助水冷机构进行热交换散热处理,同时冲压件冲压后能够通过送气组件外接的气源设备向下冲压模具与冲压之间输送气体,并能够利用流动的气体将冲压件与下冲压模具之间进行脱离。
5、优选的:所述导向光杆的外侧设有复位弹簧,复位弹簧的上下两端分别与装配顶座和底部承载台固定连接。
6、通过导向光杆能够在装配顶座下移时起到导向作用,能够确保装配顶座冲压下移时能够精准的于下冲压模具进行对接,复位弹簧能够在上冲压模具完成下移冲压后利用其自身的弹力作用推动装配顶座向上复位使用。
7、优选的:所述送气组件包括固定安装在底部承载台左侧的进气接管、固定安装在底部承载台右侧的抽气管、开设在装配底座上的换气腔和配置安装在换气腔内部的过滤滤芯,所述进气接管远离底部承载台一端配置安装有单向阀一,抽气管远离底部承载台一端配置安装有单向阀二,过滤滤芯与换气腔结构尺寸及位置相适配。
8、进气接管能够外接送气设备,通过进气接管能够将气体输送至换气腔的内部,当冲压件完成冲压后,换气腔内部的气体能够由通起口进入到下冲压模具与冲压件之间位置,利用流动的气体将冲压件与下冲压模具进行分隔开,便于下冲压模具后续的脱模处理,抽气管能够外接抽气设备,通过抽气管能够将换气腔内部形成负压,当冲压件放置在下冲压模具位置时,利用抽气管抽气能够将下冲压模具与冲压件之间形成负压,实现冲压件与下冲压模具之间的稳定状态,有利于冲压件后续贴合下冲压模具进行冲压处理。
9、优选的:所述水冷机构包括开设在装配底座内部的缓冲腔、形成在缓冲腔一侧的换热腔和固定连接在缓冲腔上的换热管盘,所述装配底座左侧固定安装有换水接组件一,装配底座右侧固定安装有换水接组件二,所述换水接组件一由进水接管一和进水接管一所构成,换水接组件二由进水接管二和出水接管二所构成。
10、通过进水接管一能够外接冷却水向缓冲腔内部输送,缓冲腔内部形成有两个对称的密封腔体,且两个密封腔体之间通过换热管盘进行连通,进水接管一输出的水在密封腔体缓冲后能够沿着换热管盘一端流向另一个密封腔体,最终通过进水接管一进行回流排出,流经换热管盘的水则能够用于热交换散热,通过进水接管二能够向换热腔内部注入水,通过出水接管二能够将换热腔内部的水进行排出,换热腔内部的水体能够作为储热介质进行存储,借助换热腔能够与换热管盘进行热交换,同时,避免下冲压模具出现局部散热不均匀的问题。
11、优选的:所述装配底座的顶部固定安装有导正柱一,下冲压模具的底部贯穿形成有通起口,下冲压模具上形成有与导正柱一相适配的装配孔位,下冲压模具的上表面形成有导正孔一。
12、通过导正柱一能够与下冲压模具上的装配孔位相互适配,同时导正柱一还能够与上冲压模具上的导正孔二相互对接使用。
13、优选的:所述上冲压模具的下表面固定安装有导正柱二,上冲压模具的下表面形成有导正孔二,导正孔二与导正柱一结构尺寸及位置相适配,导正柱二与导正孔一结构尺寸及位置相适配。
14、通过导正柱二能够与下冲压模具上的导正孔一进行导正插接使用,起到导向对接的使用。
15、本发明的工作原理及有益效果为:
16、通过进气接管能够外接送气设备,通过进气接管能够将气体输送至换气腔的内部,当冲压件完成冲压后,换气腔内部的气体能够由通起口进入到下冲压模具与冲压件之间位置,利用流动的气体将冲压件与下冲压模具进行分隔开,便于下冲压模具后续的脱模处理,抽气管能够外接抽气设备,通过抽气管能够将换气腔内部形成负压,当冲压件放置在下冲压模具位置时,利用抽气管抽气能够将下冲压模具与冲压件之间形成负压,实现冲压件与下冲压模具之间的稳定状态,有利于冲压件后续贴合下冲压模具进行冲压处理;
17、通过进水接管一能够外接冷却水向缓冲腔内部输送,缓冲腔内部形成有两个对称的密封腔体,且两个密封腔体之间通过换热管盘进行连通,进水接管一输出的水在密封腔体缓冲后能够沿着换热管盘一端流向另一个密封腔体,最终通过进水接管一进行回流排出,流经换热管盘的水则能够用于热交换散热,通过进水接管二能够向换热腔内部注入水,通过出水接管二能够将换热腔内部的水进行排出,换热腔内部的水体能够作为储热介质进行存储,借助换热腔能够与换热管盘进行热交换,同时,避免下冲压模具出现局部散热不均匀的问题。
技术特征:
1.一种汽车零部件冲压模具,包括底部承载台(1),其特征在于,所述底部承载台(1)顶部固定安装有装配底座(101),装配底座(101)的顶部配置安装有下冲压模具(4),底部承载台(1)上对称安装有导向光杆(102),导向光杆(102)上滑动套接有装配顶座(5),装配顶座(5)的顶部固定安装有冲压联接件(501),装配顶座(5)的底部配置安装有上冲压模具(6),装配底座(101)的内部设有水冷机构,底部承载台(1)上设有送气组件。
2.根据权利要求1所述的一种汽车零部件冲压模具,其特征在于,所述导向光杆(102)的外侧设有复位弹簧(103),复位弹簧(103)的上下两端分别与装配顶座(5)和底部承载台(1)固定连接。
3.根据权利要求1所述的一种汽车零部件冲压模具,其特征在于,所述送气组件包括固定安装在底部承载台(1)左侧的进气接管(104)、固定安装在底部承载台(1)右侧的抽气管(106)、开设在装配底座(101)上的换气腔(108)和配置安装在换气腔(108)内部的过滤滤芯(109)。
4.根据权利要求3所述的一种汽车零部件冲压模具,其特征在于,所述进气接管(104)远离底部承载台(1)一端配置安装有单向阀一(105),抽气管(106)远离底部承载台(1)一端配置安装有单向阀二(107),过滤滤芯(109)与换气腔(108)结构尺寸及位置相适配。
5.根据权利要求1所述的一种汽车零部件冲压模具,其特征在于,所述水冷机构包括开设在装配底座(101)内部的缓冲腔(2)、形成在缓冲腔(2)一侧的换热腔(3)和固定连接在缓冲腔(2)上的换热管盘(301)。
6.根据权利要求5所述的一种汽车零部件冲压模具,其特征在于,所述装配底座(101)左侧固定安装有换水接组件一,装配底座(101)右侧固定安装有换水接组件二。
7.根据权利要求6所述的一种汽车零部件冲压模具,其特征在于,所述换水接组件一由进水接管一(201)和进水接管一(202)所构成,换水接组件二由进水接管二(302)和出水接管二(303)所构成。
8.根据权利要求1所述的一种汽车零部件冲压模具,其特征在于,所述装配底座(101)的顶部固定安装有导正柱一(1010),下冲压模具(4)的底部贯穿形成有通起口(401),下冲压模具(4)上形成有与导正柱一(1010)相适配的装配孔位(403),下冲压模具(4)的上表面形成有导正孔一(402)。
9.根据权利要求1所述的一种汽车零部件冲压模具,其特征在于,所述上冲压模具(6)的下表面固定安装有导正柱二(602),上冲压模具(6)的下表面形成有导正孔二(601),导正孔二(601)与导正柱一(1010)结构尺寸及位置相适配,导正柱二(602)与导正孔一(402)结构尺寸及位置相适配。
技术总结
本发明涉及冲压模具技术领域,提出了一种汽车零部件冲压模具,包括底部承载台,所述底部承载台顶部固定安装有装配底座,装配底座的顶部配置安装有下冲压模具,底部承载台上对称安装有导向光杆,导向光杆上滑动套接有装配顶座。通过上述技术方案,解决了现有技术中的推板的设置将会对冲压零件成型造成影响,容易造成冲压零件与推板接触面出现局部形变的问题,通过进气接管能够外接送气设备,通过进气接管能够将气体输送至换气腔的内部,当冲压件完成冲压后,换气腔内部的气体能够由通起口进入到下冲压模具与冲压件之间位置,利用流动的气体将冲压件与下冲压模具进行分隔开,便于下冲压模具后续的脱模处理。
技术研发人员:钟伟京,胡城钦,吴成山
受保护的技术使用者:广州和信实业有限责任公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!