一种新能源汽车尾门饰条加工用工装夹具的制作方法
本发明涉及工装夹具,具体涉及一种新能源汽车尾门饰条加工用工装夹具。
背景技术:
1、随着国内新能源汽车的蓬勃发展,新能源汽车的外观设计也逐渐向大众喜好方向发展,其中新能源汽车的尾门饰条也呈现多种多样的形状,但仍旧不会脱离薄片、长条且具有弧形状的工件,因此在对汽车尾门饰条的精加工时,包括冲孔、切削和打磨等工序,加工工序中为了实现稳定预定位置的冲孔、切削,使得尾门饰条半成品的装夹尤为重要;
2、在进行尾门饰条的加工时,由于饰条为长条形薄壁工件且具有弧度,装夹过程中受到双侧的夹持效果时,夹持力度过大或过小均会产生不利影响,当夹持力度过大时会导致工件变形,进一步导致冲孔或切削位置发生变化,当夹持力度过小时则在冲孔、切削时会出现工件脱落、偏移现象;
3、而且同一汽车的尾门饰条一般规格也是多种多样,即长度不同、宽度不同且厚度也不尽相同,在加工时也处于同一产线进行,因此夹具的适配范围也作为衡量是否能够适配有弧度的长条形薄壁工件的标准,为此本申请提出了一种解决方案,用以解决上述问题。
技术实现思路
1、本发明的目的在于提供一种新能源汽车尾门饰条加工用工装夹具,用于解决长条形薄壁的饰条在加工夹持时存在的工件变形、工件偏移甚至脱落现象,及饰条规格多样化造成的夹具适配范围小的问题,具体采用:以薄壁工件的弧度、长度、宽度以及厚度确定固定类型,结合首尾及两侧共同完成夹持固定的方式实现对汽车尾门饰条的固定,以便于进行冲孔、焊接等机械动作,其中分别以首尾进行固定是确保饰条工件的两端不受影响,以两侧夹持完成固定是确保冲孔或焊接等机械动作中,工件不会产生脱落、偏移现象,整个夹具的适配范围广、使用拆装方便,且避免饰条工件在精加工过程中出现工件变形、偏移甚至脱落情况,提升饰条精加工成品率。
2、本发明的目的可以通过以下技术方案实现:一种新能源汽车尾门饰条加工用工装夹具,包括孔板、对尾边机构、对首边机构和对中机构,所述孔板上依次层叠设置有调整组件和安装组件,所述对尾边机构和对首边机构对称设置于安装组件上两侧,且对中机构分布于安装组件的中部,待加工的饰条工件的一端先以对尾边机构为基础另一端对齐至对首边机构最后由对中机构实现全面定位;
3、所述对尾边机构包括偏转板和对尾压板,所述偏转板与安装组件相连接,所述偏转板的外端设置有偏转座,所述对尾压板设置于偏转座上且朝向内侧,所述偏转板上表面内侧的中部安装有拨杆;所述对首边机构包括套筒和对首压板,所述套筒与安装组件相连接,所述对首压板滑动设置于套筒的内侧且上端为弧形状。
4、进一步设置为:所述调整组件包括有滑轨杆和滑块,所述滑轨杆设置于调整组件上的对角处,且滑块滑动设置于滑轨杆上,所述滑块顶部与安装组件相连接,所述调整组件上开设有焊接孔,所述孔板上设置有多个压持杆,所述压持杆呈“l”形状且水平段压设至调整组件上表面。
5、进一步设置为:所述安装组件包括有基板和搭载板,所述基板与孔板、偏转板以及滑块相连接,所述基板对应焊接孔的部分开设有冲压孔,所述搭载板设置于冲压孔的边侧,所述搭载板上开设有搭载孔,搭载孔用以冲压器械的放置。
6、进一步设置为:所述对中机构包括对中杆、定杆和动杆,所述对中杆固定于基板上且相转动连接,所述定杆设置于对中杆的外侧且顶部延伸至上方,所述对中杆远离定杆的一侧安装有支撑柱,所述支撑柱上设置有动杆,所述动杆的底部开设有滑动槽,所述动杆通过滑动槽与支撑柱相连接,所述动杆上安装有螺栓三,所述动杆通过螺栓三与支撑柱相互固定。
7、进一步设置为:所述对首边机构还包括有支座,所述套筒套设于支座上,所述支座顶部的一侧连接有弹簧,所述弹簧与对首压板相连接,所述套筒的顶部覆盖有锁紧板,所述锁紧板的中部安装有螺栓二,所述螺栓二贯穿锁紧板与支座连接。
8、进一步设置为:所述孔板上开设有若干固定孔,所述压持杆上开设有调节孔,所述压持杆通过调节孔安装有螺栓一,所述孔板通过固定孔与螺栓一相连接,所述孔板上还开设有操作孔一、操作孔二和安装孔,操作孔一和操作孔二用以进行冲压器械或焊接器械的探入。
9、进一步设置为:所述孔板上还设置有固定组件,所述固定组件包括有连接板、下推板和上盖板,所述连接板固定于孔板上表面中部的一侧,所述连接板上由外向内依次安装有销座、直线轴承和移动座,所述销座上转动安装有连杆,所述直线轴承上安装有导杆,所述导杆的前端连接有推块,所述上盖板设置于移动座的内侧且延伸至上方,所述下推板设置于移动座外侧的中部,所述移动座对应上盖板的两侧安装有限位夹,所述限位夹的内侧与上盖板相抵接。
10、进一步设置为:所述孔板中部的两侧均安装有翻转组件,所述翻转组件包括有翻转孔板和轴杆,轴杆插设于翻转孔板上的竖直等距分布的通孔内并与驱动电机相连,使整个夹具轴向翻转。
11、本发明具备下述有益效果:
12、1、本发明中,通过根据尾门饰条工件的薄厚程度,初步确定对中机构上的定杆和动杆之间的宽度,随即将待加工饰条放入定杆和动杆之间,动杆在支撑柱上移动从而改变支撑部的宽度大小,直至与饰条工件形成初步匹配;以饰条工件的首部对齐至对首压板,使饰条工件以对首压板上的弧形侧由上往下进行压设并在向下移动过程中压缩对首压板和弹簧,以弹簧的弹性作用通过对首压板对饰条工件形成单侧定位;对尾压板在偏转座上移动并且与饰条工件形成对接,再依次将每个动杆通过滑动槽移动至与饰条工件接触锁定形成定位,其中分别以首尾进行固定是确保饰条工件的两端不受影响,以两侧夹持完成固定是确保冲孔或焊接等机械动作中,避免饰条工件在精加工过程中出现工件变形、偏移甚至脱落情况,提升饰条精加工成品率;
13、2、本发明中,在完成上述的对中、对首及对尾的分别固定后,还能以手动锁紧的方式形成二次固定,从而达到对饰条工件在精加工过程中的维稳和完全定位,具体如下:在对首压板对饰条工件首部、对尾压板对饰条工件尾部及动杆对饰条两侧均形成定位后,首先将上盖板预装在限位夹之间,并且覆盖在饰条工件上,手动向上拉动连杆,连杆带动导杆和推块向上盖板的位置抵动,上盖板抵动带动移动座和下推板向饰条工件的内侧进行接触,进一步的将上盖板的内顶部与饰条工件的上侧接触,即完成了对饰条工件的完全定位。
技术特征:
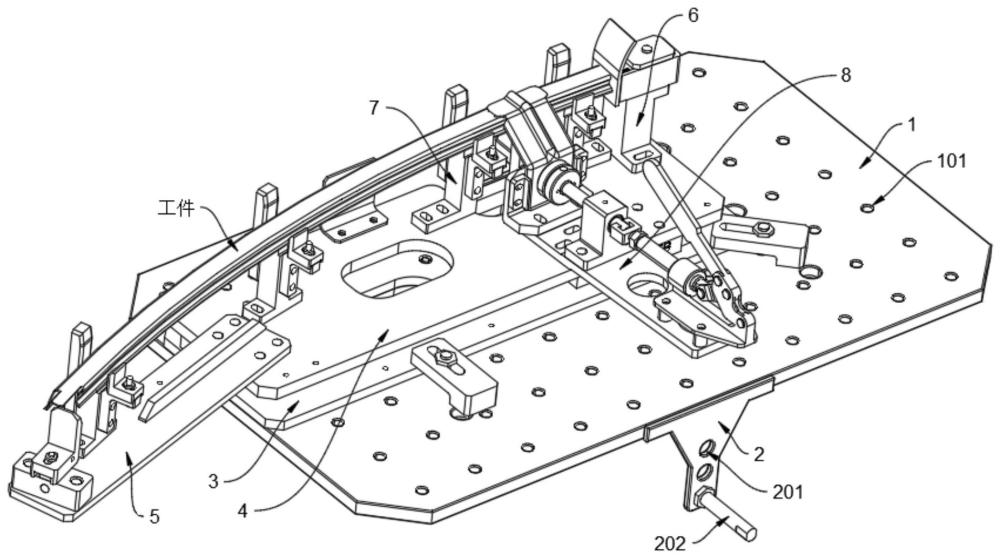
1.一种新能源汽车尾门饰条加工用工装夹具,包括孔板(1)、对尾边机构(5)、对首边机构(6)和对中机构(7),其特征在于:所述孔板(1)上依次层叠设置有调整组件(3)和安装组件(4),所述对尾边机构(5)和对首边机构(6)对称设置于安装组件(4)上两侧,且对中机构(7)分布于安装组件(4)的中部,待加工的饰条工件的一端先以对尾边机构(5)为基础另一端对齐至对首边机构(6)最后由对中机构(7)实现全面定位;
2.根据权利要求1所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述调整组件(3)包括有滑轨杆(301)和滑块(302),所述滑轨杆(301)设置于调整组件(3)上的对角处,且滑块(302)滑动设置于滑轨杆(301)上,所述滑块(302)顶部与安装组件(4)相连接,所述调整组件(3)上开设有焊接孔(306),所述孔板(1)上设置有多个压持杆(303),所述压持杆(303)呈“l”形状且水平段压设至调整组件(3)上表面。
3.根据权利要求2所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述安装组件(4)包括有基板(401)和搭载板(403),所述基板(401)与孔板(1)、偏转板(501)以及滑块(302)相连接,所述基板(401)对应焊接孔(306)的部分开设有冲压孔(402),所述搭载板(403)设置于冲压孔(402)的边侧,所述搭载板(403)上开设有搭载孔(404),搭载孔(404)用以冲压器械的放置。
4.根据权利要求3所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述对中机构(7)包括对中杆(701)、定杆(702)和动杆(704),所述对中杆(701)固定于基板(401)上且相转动连接,所述对中杆(701)顶部设有支撑部(706),所述定杆(702)设置于对中杆(701)的外侧且顶部延伸至上方,所述对中杆(701)远离定杆(702)的一侧安装有支撑柱(703),所述支撑柱(703)上设置有动杆(704),所述动杆(704)的底部开设有滑动槽(707),所述动杆(704)通过滑动槽(707)与支撑柱(703)相连接,所述动杆(704)上安装有螺栓三(705),所述动杆(704)通过螺栓三(705)与支撑柱(703)相互固定。
5.根据权利要求1所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述对首边机构(6)还包括有支座(601),所述套筒(602)套设于支座(601)上,所述支座(601)顶部的一侧连接有弹簧(606),所述弹簧(606)与对首压板(604)相连接,所述套筒(602)的顶部覆盖有锁紧板(603),所述锁紧板(603)的中部安装有螺栓二(605),所述螺栓二(605)贯穿锁紧板(603)与支座(601)连接。
6.根据权利要求2所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述孔板(1)上开设有若干固定孔(101),所述压持杆(303)上开设有调节孔(304),所述压持杆(303)通过调节孔(304)安装有螺栓一(305),所述孔板(1)通过固定孔(101)与螺栓一(305)相连接,所述孔板(1)上还开设有操作孔一(102)、操作孔二(103)和安装孔(104),操作孔一(102)和操作孔二(103)用以进行冲压器械或焊接器械的探入。
7.根据权利要求1所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述孔板(1)上还设置有固定组件(8),所述固定组件(8)包括有连接板(801)、下推板(805)和上盖板(806),所述连接板(801)固定于孔板(1)上表面中部的一侧,所述连接板(801)上由外向内依次安装有销座(802)、直线轴承(803)和移动座(804),所述销座(802)上转动安装有连杆(807),所述直线轴承(803)上安装有导杆(808),所述导杆(808)的前端连接有推块(809),所述上盖板(806)设置于移动座(804)的内侧且延伸至上方,所述下推板(805)设置于移动座(804)外侧的中部,所述移动座(804)对应上盖板(806)的两侧安装有限位夹(810),所述限位夹(810)的内侧与上盖板(806)相抵接。
8.根据权利要求1所述的一种新能源汽车尾门饰条加工用工装夹具,其特征在于,所述孔板(1)中部的两侧均安装有翻转组件(2),所述翻转组件(2)包括有翻转孔板(201)和轴杆(202),轴杆(202)插设于翻转孔板(201)上的竖直等距分布的通孔内并与驱动电机相连,使整个夹具轴向翻转。
技术总结
本发明公开了一种新能源汽车尾门饰条加工用工装夹具,涉及工装夹具技术领域,主要是针对长条形薄壁的饰条在加工夹持时存在的工件变形、工件偏移甚至脱落现象,以及饰条规格多样化造成的夹具适配范围小的技术问题;本发明是以薄壁工件的弧度、长度、宽度以及厚度确定固定类型,结合首尾及两侧共同完成夹持固定的方式实现对汽车尾门饰条的固定,以便于进行冲孔、焊接等机械动作,提升该夹具对不同规格的薄壁工件的适配使用范围,其中分别以首尾进行固定是确保饰条工件的两端不受影响,以两侧夹持完成固定是确保冲孔或焊接等机械动作中,避免饰条工件在精加工过程中出现工件变形、偏移甚至脱落情况。
技术研发人员:谢玉华,赖真志,罗耀强,王霞云
受保护的技术使用者:苏州楚硕汽车科技有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!